



簡(jiǎn)單介紹壓鑄模具壓鑄成形的生產(chǎn)過(guò)程以及適用性
壓鑄模具是進(jìn)行壓鑄生產(chǎn)的主要工藝裝備。生產(chǎn)過(guò)程能否順利進(jìn)行,鑄件質(zhì)量有無(wú)保證,在很大程度上取決于模具結(jié)構(gòu)的合理性和技術(shù)上的先進(jìn)性,東莞弘超一直致力于壓鑄模具失效研究,提供壓鑄模具壽命解決方案一站式服務(wù),推廣應(yīng)用國(guó)產(chǎn)新型壓鑄模具鋼(HD鋼、Y10鋼、Y4鋼、ER8、H10、H21、高級(jí)H13、SWPH13、SDH13、D.Casking等)和進(jìn)口高性價(jià)比壓鑄模具鋼(日本大同模具鋼、瑞典一勝百模具鋼、瑞典烏德霍姆工具鋼、DIEVAR、ORVAR SUPREME、QRO 90 SUPREME、DH31-EX、DHA-WORLD、DH31-S、DAC55、DAC、TQ1、USD、1.2344、1.2367等),所以材料均提供原廠材質(zhì)證明書(shū),咨詢熱線:0769-82621066,常用的壓鑄模具主要有以下幾種類型:
⒈熱壓室壓鑄機(jī)用壓鑄模具:
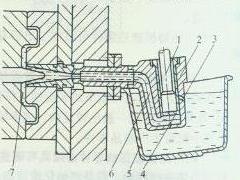
上圖所示為一熱壓室壓鑄機(jī)用壓鑄模具的壓鑄示意圖(圖中:1-沖頭;2-壓室澆壺;3-進(jìn)料孔;4-料筒;5-坩堝;6-通道;7-壓鑄模型腔)。其模具的工作過(guò)程是:壓射沖頭1在壓鑄機(jī)作用下下壓,推動(dòng)鵝頸通道6內(nèi)的金屬液面上升。當(dāng)沖頭封住壓室澆壺2的進(jìn)料孔3時(shí),從料筒4下部至模具型腔7形成一封閉腔。待注射沖頭1繼續(xù)下滑,即在封閉腔內(nèi)建立起壓力,金屬液則被高速地注入型腔。注射完畢后,壓射沖頭在壓力機(jī)作用下提升,打開(kāi)進(jìn)料孔,多余金屬液回流,鵝頸通道內(nèi)液面又恢復(fù)至坩堝5與液面持平。同時(shí)模具打開(kāi),取出鑄件,完成壓鑄過(guò)程。
采用熱壓室壓鑄模,不需用人工或機(jī)械手將金屬液澆入壓室內(nèi),可實(shí)現(xiàn)自動(dòng)化連續(xù)生產(chǎn),效率高,適用于大批量小件的壓鑄。⒉立式冷壓室壓鑄機(jī)用壓鑄模具:
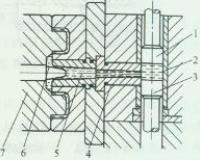
上圖所示為立式冷壓室壓鑄機(jī)用壓鑄模具的壓鑄過(guò)程示意圖(圖中:1、3-沖頭;2-壓室;4-噴嘴;5-直澆道;6-分流錐;7-壓鑄模具)。其壓鑄過(guò)程是:壓室2處于垂直位置,上、下壓射沖頭1和3均作垂直方向運(yùn)動(dòng)。上沖頭離開(kāi)壓室,下沖頭處于堵住噴嘴4孔口時(shí),將熔融金屬注入壓室,金屬不會(huì)自動(dòng)流人型腔。只在上沖頭下壓接觸金屬推動(dòng)下沖頭下移一段距離后,才打開(kāi)噴嘴孔口。待上沖頭繼續(xù)快速下壓,金屬即通過(guò)直澆道5由分流錐分流后注入模具型腔,冷固后成形。填充完畢,上沖頭提升,下沖頭立即以沖擊動(dòng)作向上將余料與直澆道切斷并推至壓室上端,以備取走廢料。同時(shí)開(kāi)模取出鑄件,完成壓鑄過(guò)程。更多有關(guān)壓鑄模具知識(shí),敬請(qǐng)關(guān)注東莞弘超模具鋼專業(yè)網(wǎng)站www.syfukang.com。海量的壓鑄模具鋼產(chǎn)品資訊,專業(yè)的壓鑄模具技術(shù)文章,盡在東莞弘超模具鋼專業(yè)網(wǎng)站。
立式冷壓室壓鑄機(jī)利用壓鑄模壓鑄制品零件時(shí),每次注射都需要人工或機(jī)械加料。其上、下沖頭做上、下方向運(yùn)動(dòng),而模具開(kāi)合方向?yàn)樗椒较颍瑢?duì)澆口位置無(wú)特殊要求。一般適用于中心澆口模具,生產(chǎn)效率較低。⒊臥式冷壓室壓鑄機(jī)用壓鑄模具:
下圖左為一臥式冷壓室壓鑄機(jī)用壓鑄模具壓鑄示意圖(圖中:1-壓室;2-沖頭;3-熔融金屬;4-橫澆道;5-壓鑄模具)。
其壓鑄過(guò)程是:壓鑄機(jī)壓室1呈水平狀態(tài),而壓射沖頭2亦做水平運(yùn)動(dòng)。壓射前,壓射沖頭位于尾端,熔融金屬由人工或機(jī)械注入壓室后,壓射沖頭推動(dòng)金屬經(jīng)橫澆道4進(jìn)入模具5的型腔內(nèi)。待充滿型腔后,壓射沖頭的壓力仍然作用在金屬上,冷卻后在型腔內(nèi)成形而制成零件。開(kāi)模后,取出制作,完成壓鑄過(guò)程。
這種壓鑄方式每次壓鑄前需由人工或機(jī)械加料,壓射沖頭水平運(yùn)動(dòng),模具開(kāi)合亦為水平方向,且澆口必須處于模具型腔下方(偏心澆口)。此種模具使用最為廣泛,適用于各種合金壓鑄。
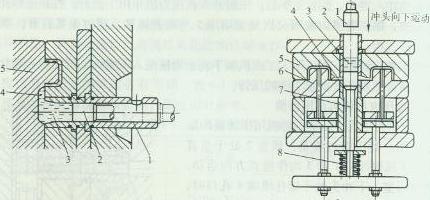
⒋全立式冷壓室壓鑄機(jī)用壓鑄模具:
上圖所示為一全立式冷壓室壓鑄機(jī)用下壓式壓鑄模具壓鑄制件示意圖(圖中:1-沖頭;2-壓室;3-熔融金屬;4-橫澆道;5-上模;6-下模;7-推桿;8-彈簧)。其壓鑄過(guò)程是:上模5和下模6處于閉模狀態(tài)下,將熔融金屬3注入壓室2內(nèi),此時(shí)推桿7在彈簧8的作用下封住橫澆道4,以防壓鑄前金屬流入型腔。待壓射沖頭下降時(shí),將推桿壓下并打開(kāi)橫澆道,將金屬才壓入型腔內(nèi),冷卻成形后開(kāi)模取出工件,完成壓鑄過(guò)程。
這種壓鑄機(jī)分上壓式和下壓式兩種結(jié)構(gòu)。上圖為下壓式,主要用于帶有嵌件的壓鑄件壓鑄成形。其工作時(shí),需人工取件,即不安全又不便自動(dòng)化,故很少使用。相關(guān)知識(shí)欄目:【壓鑄模具知識(shí)】、【模具失效及解決措施】、【壓鑄模具鋼市場(chǎng)信息】。
更多信息
請(qǐng)直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國(guó)統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)壓鑄模具壓鑄成形的生產(chǎn)過(guò)程和適用性以及高品質(zhì)模具鋼材(瑞典烏德霍姆工具鋼、瑞典一勝百模具鋼、日本大同模具鋼、日本日立模具鋼、德國(guó)葛利茲模具鋼、國(guó)產(chǎn)新型模具鋼、基體鋼、無(wú)磁模具鋼、火焰淬火鋼、紅沖模具鋼等)的選擇、應(yīng)用、熱處理及庫(kù)存等相關(guān)資料。
資料來(lái)源:東莞市弘超模具科技有限公司技術(shù)中心
『版權(quán)所有,轉(zhuǎn)載或引用請(qǐng)注明鏈接和出處』- 【點(diǎn)擊次數(shù):】 【加入時(shí)間:2012-11-22 22:27:19】 【關(guān)閉本頁(yè)】
知識(shí)普及
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠(chéng)信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)