



臥式偏心澆口壓鑄模具和立式壓鑄模具的結構形式及特點
壓鑄模結構形式根據所使用的壓鑄機不同可分為立式壓鑄模、臥式壓鑄模及全立式和熱壓室壓鑄模等結構。其中,臥式壓鑄模和立式壓鑄模在生產中應用的最多、并可以壓鑄各種合金鑄件。東莞市弘超模具科技有限公司致力于壓鑄模具失效分析研究,提供壓鑄模具壽命解決方案“一站式”服務,推廣應用進口高性價比壓鑄模具鋼(日本大同模具鋼、瑞典一勝百模具鋼、瑞典烏德霍姆工具鋼、ORVAR SUPREME、QRO 90 SUPREME、DIEVAR、DH31-S、DH31-EX、DHA-WORLD、DAC55、DAC、1.2344、1.2367等)和國產新型壓鑄模具鋼(Y4鋼、Y10鋼、高級H13、ER8、HD鋼、SWPH13、SDH13、D.Casking等)和,咨詢熱線:0769-82621066。以下是東莞弘超技術中心整理編輯的有關生產中應用的壓鑄模具典型結構:
臥式偏心澆口壓鑄模具:
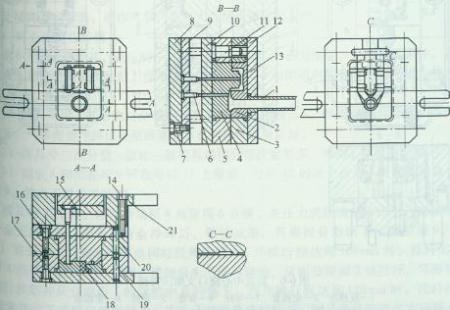
上圖所示為一壓鑄鋁合金儀表計度器支架的壓鑄模具結構(圖中:1-澆口套;2-定模鑲塊;3-定模套板;4-動模鑲塊;5-動模套板;6-頂件桿;7、16、14、17-螺釘;8-推桿墊板;9-推桿固定板;10-動模墊板;11-導柱;12-導套;13-定模座板;15-反推桿;18-鑄件;19、20-銷釘;21-動模支承板),采用的是臥式偏心澆口。其模具由動模、定模兩部分構成,并由導柱11導套12做為導向,麗制件壓鑄成形后由推件桿6推桿固定板9、推桿8及反推桿(又稱復位桿)組成的推件復位機構開模、將制件推出。模具的定模部分由定模座板13、定模套板3及定模鑲塊2組成。在定模座板上嵌鑲有澆口套1,直接由此壓射熔融的合金。而動模部分由動模支承板21、動模墊板10、動模套板5及動模鑲塊4組成。其中,動模鑲塊4與定模鑲塊2組成型腔,以成形制件。
模具在工作時,首先使定、動模處于閉合位置,用料勺將熔融合金倒進澆口套內。開機后,液態合金在壓鑄機活塞推桿推動下,以高壓、高速將合金經流道推進由定模鑲塊2與動模鑲塊4組成的型腔內,待保持一定時間冷卻后,則金屬液固化冷凝后就形成與型腔相符的零件制品。再開動壓鑄機,使推件復位機構動作,則反推桿15將動模,定模分開,而推桿6則把制品推出模外,完成整個壓鑄制件過程。再合模后,可開始第二個制件壓鑄。此模具結構比較簡單,動作可靠,一模可壓制二件,操作方便。更多有關壓鑄模具知識,敬請關注東莞弘超模具鋼專業網站www.syfukang.com。海量的壓鑄模具鋼產品資訊,專業的壓鑄模具技術文章,盡在東莞弘超模具鋼專業網站。立式壓鑄模具:
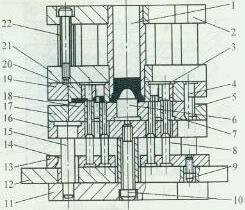
立式壓鑄模具分上壓式和下壓式兩種結構,用于全立式壓鑄機上。上圖所示為一用于全立式壓鑄機上的下壓式壓鑄模結構(圖中:1-壓室;2-座板;3-型芯;4-導柱;5-導套;6-分流錐;7、18-動模壓板;8-推桿;9、10-螺釘;11-動模座板;12-推板;13-推桿固定板;14-推板導套;15-推板導柱;16-支承板;17-動模套板;19-定模套板;20-定模鑲塊;21-定模座板;22-支承板)。這種壓鑄模基本上與前述的用于臥式壓鑄機的臥式壓鑄模結構類似,同樣由動模、定模、推出機構、澆口系統等零件組成,只是定模在上,動模在下,均由導柱4、導套5導向。
模具的工作過程是:壓鑄開始時,定模(上模)、動模(下模)先處于合模位置,并將金屬液由壓鑄機活塞通過壓室(澆口套)直接壓人定、動模組成的型腔內。待冷卻成形后,由推件系統將動、定模開啟、并取出制件。
這類模具適合于各類壓鑄合金的成形,并對有嵌件的鑄件,使用起來特別方便,采用的是中心澆口,應用于全立式壓鑄機上。相關知識欄目:【壓鑄模具知識】、【模具失效及解決措施】、【壓鑄模具鋼市場信息】。
更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關臥式偏心澆口壓鑄模具和立式壓鑄模具的結構形式和特點以及高品質模具鋼材(日本大同模具鋼、瑞典一勝百模具鋼、瑞典烏德霍姆工具鋼、德國葛利茲模具鋼、日本日立模具鋼、國產新型模具鋼、基體鋼、無磁模具鋼、火焰淬火鋼、紅沖模具鋼等)的選擇、應用、熱處理及庫存等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2012-12-16 21:18:00】 【關閉本頁】
知識普及
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區