



冷擠壓模和溫熱擠壓模的結構及工作原理和模具鋼選材建議
冷擠壓模的結構及工作原理
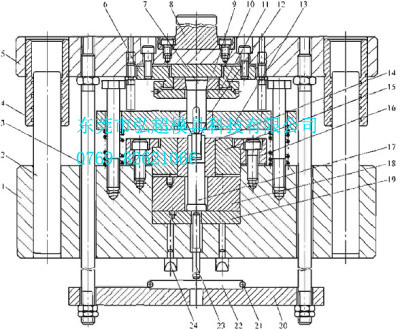
冷擠壓就是在室溫下進行擠壓加工,這種擠壓變形阻力較大,但工件尺寸精度較高(一般可達IT7級),表面粗糙度值較低(一般可達Ra1.6-0.8µm。最小可達Ra0.10µm)。冷擠壓模的結構如下圖所示(圖中:1-下模座;2-導柱;3-拉桿;4-導套;5-上模座;6-定位圈;7-凸模;8-模柄;9,19-壓力墊板;10-壓環,11-大螺母;12-卸料環;13-卸料板;14-凹模;15-加強圈;16-緊固圈;17-頂出桿;18-墊塊;20-頂板;21-拉簧;22-活動塊;23-頂桿;24-斜塊),該模具具有一定的通用性,只要將凸模、凹模、頂出桿、墊塊18、壓力墊板19加以更換,就可以擠壓不同形狀和尺寸的工件。東莞弘超致力于冷擠壓模、溫擠壓模和熱擠壓模的失效研究,銷售高壽命擠壓模具用鋼(瑞典一勝百模具鋼、日本大同模具鋼、日本日立模具鋼、德國葛利茲模具鋼以及國產新型模具鋼、基體鋼、無磁模具鋼、火焰淬火模具鋼、紅沖模具鋼等),專業解決冷擠壓模、溫擠壓模和熱擠壓模壽命等諸多問題。
溫、熱擠壓模的結構及工作原理
溫熱擠壓是在高于室溫而低于(或等于)熱鍛造溫度的范圍內進行擠壓加工。對于黑色金屬,一般是指從室溫到900℃的溫度范圍,基本上是處于金屬的不完全冷變形與不完全熱變形的溫度區域內。溫熱擠壓不僅可以使冷擠壓變形困難的材料成形容易、擠壓力降低,而且可以提高變形程度,減少工序次數(而冷擠壓在變形工序間要加入熱處理中間工序),縮短制件的生產周期。同時,也可以改善金屬的塑性流動,從而使溫熱擠壓在制造工藝復雜的非對稱形狀的擠壓件中發揮突出的作用。更多溫、熱擠壓模相關資訊,敬請關注東莞弘超模具鋼專業網站www.syfukang.com。
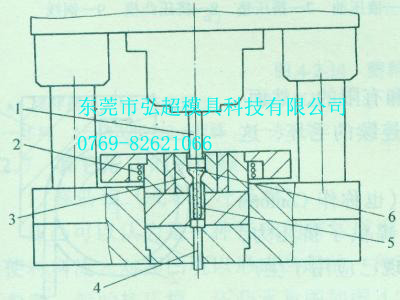
在生產批量小時,可以采用與冷擠壓模相同的結構。但是在開始時溫熱擠壓之前應使用噴燈或在模具工作部分放上燒紅的鋼塊進行預熱,使工作部分具有一定的溫度(如溫擠壓時為150-300℃)。
下圖所示為使用單獨電加熱器預熱凹模。它除了預熱以外,還可以保證凹模溫度穩定在一定范圍以內。但是生產批量大時,必須在溫熱擠壓模上設計冷卻系統。
模具鋼選材建議:
⒈冷擠壓模選材建議:LD鋼、LM1、LM2、65Nb、012Al、GD鋼、Cr5Mo1V、CH-1、6CrW2Si、W18Cr4V、6W6、D2、DC53、DC12、1.2379、1.2363、SLEIPNER、SVERKER-21、RIGOR、VANADIS 4 EXTRA、CPM10V、YXR3等適合應用于冷擠壓模,要求高抗壓強度、高壽命擠壓模首選LD鋼、SLEIPNER、CALDIE等。
⒉溫、熱擠壓模選材建議:QRO 90 SUPREME、DIEVAR、HOTVAR、ORVAR 2M、ORVAR SUPREME、8407、8402、8418、DH31-S、DH31-EX、YXR33、1.2343、1.2367、H11(4Cr5MoSiV)、H13(4Cr5MoSiV1)、4Cr5W2VSi、ER8(4Cr3Mo2MnVB)、HM1(3Cr3Mo3W2V)、HM3(3Cr3Mo3VNb)、H10(4Cr3Mo3SiV)、ZDM-2(3Cr3Mo2WVSi)、4Cr9Si2、4Cr10Si2Mo、9Cr18Mo2V、H21(3Cr2W8V)、HD(4Cr3Mo2NiVNb)、TM(4Cr3Mo2WVMn)、B3(3Cr2WMoVNi)、RM2、CG-2、HCH2011等適合應用于溫、熱擠壓模。高性價比模具鋼首選HD(4Cr3Mo2NiVNb)和HCH2011。更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-066-8298),以獲得更多的有關冷擠壓模和溫熱擠壓模的結構及工作原理以及高品質擠壓模具用鋼的選擇、應用、熱處理及庫存等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2013-06-19 15:38:20】 【關閉本頁】
知識普及
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區