



XW-5_瑞典一勝百XW-5_XW-5特性及應用

XW-5
瑞典一勝百冷作模具鋼
XW-5是瑞典一勝百高碳高鉻冷作模具鋼,XW-5因其具有優異的耐磨性而已經被工程界廣為接受,其適用于長壽命模具加工,并且在生產過程中維修保養費用低,具有很好的經濟效益。XW-5的特性
XW-5是一種含鎢的高碳、高鉻合金工具鋼,其特性是:
⑴、極高的耐磨性;
⑵、高抗壓強度;
⑶、淬硬后高表面硬度;
⑷、優良的淬透性;
⑸、淬硬時優良的穩定性;
⑹、優良的抗回火軟化性。XW-5的化學成分%
C2.05;Si0.3;Mn0.8;Cr12.7;W1.1
標準對照 AISI D6, (AISI D3), (WNr.1.2436)
交貨狀態 軟退火至約240 HBXW-5的應用
XW-5適用于需要極高耐磨性的模具,如薄而硬的材料的沖切和剪切模具;長壽命的沖壓模具;成型模具;陶瓷和磨損性塑料的成型模具。⑴、沖切和切斷
應用 被加工材料厚度mm 被加工材料硬度(HB)
≤180 HRC > 180HRC
模具用于
沖切,沖孔,修邊,剪切,整形,削剪 < 3 60 - 62 56 - 58
薄材料的截短,冷剪,廢塑料切碎刀 56 - 60
用于薄鋼板,汽車面板等的圓剪 58 - 60
鍛件的截斷,切邊模具 58 - 60
木工銑刀,鉸刀,拉刀 56 - 58⑵、成型加工及其他應用
應用 硬度HRC
模具用于:
彎曲,拉伸,深拉,卷邊,旋壓成型。56 - 62
管材成型軋輥,型材成型軋輥 58 - 62
冷拉/ 精整模 58 - 62
金屬粉末壓實模 58 - 62
冷態復模用母模 56 - 60
模具用于成型:
陶瓷,耐火磚,瓷磚,砂輪,平板,磨損性塑料 58 - 62
量規,量具,導軌,軸套,套筒,滾花模,噴砂嘴 58 - 62
壓碎沖錘56 - 60
型砧56 - 60XW-5的物理性能
淬火回火至62 HRC.
溫度20℃ 200℃ 400℃
密度kg/m3 7 700 7 650 7 600
彈性模量MPa 194 000 189 000 173 000
熱膨脹系數20℃ 起每℃– 11.0 x 10-6 10.8 x 10-6
熱傳導系數W/m℃ 20.5 21.5 23
比熱J/kg℃ 460 – –XW-5的抗壓強度
室溫下抗壓屈服強度近似值
硬度HRC 抗壓屈服強度Rc0.2 (MPa)
50 1600
55 1850
60 2100
62 2200XW-5的熱處理工藝
⑴、軟性退火
在保護氣氛下,加熱至850℃,均熱后以每小時10℃爐冷至650℃, 然后空冷。
⑵、應力消除
模具經粗加工后,應加熱到 650℃,均熱保溫兩小時,緩冷至 500℃,然后空冷。
⑶、淬火
預熱溫度:600-700℃
奧氏體化溫度:920-1000℃,通常選擇940-980℃
溫度℃ 保溫時間 分鐘 回火前硬度
920 60 65±2 HRC
960 30 66±2 HRC
1000 15 66±2 HRC
保溫時間= 模具加熱到奧氏體化溫度整體均熱后的持續時間
模具在淬火過程中必須加以保護防止氧化脫碳。
⑷、淬火介質
①、循環空氣或氣體;
②、真空爐中足夠正壓的高速氣體;
③、在鹽浴爐或流態爐中180 - 500℃分級淬火,隨后空冷;
④、溫油,約 80℃注意: 模具冷卻至 50 - 70℃后必須立即回火。
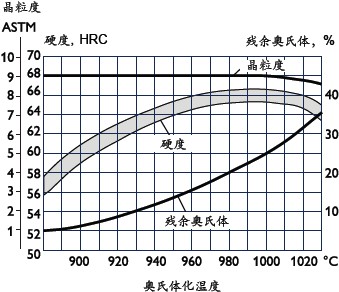
硬度,殘余奧氏體和晶粒度與奧氏體化溫度的關系圖如下:
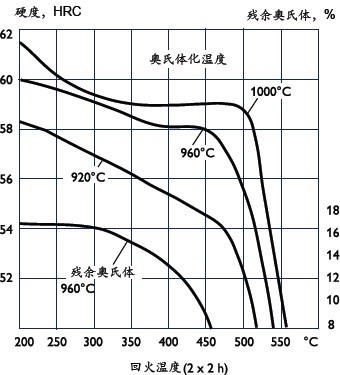
⑸、回火
參照回火曲線圖根據所需硬度選擇回火溫度。
回火兩次且每次回火都須冷卻到室溫。最低回火溫度是180℃。每次回火至少保溫兩小時。
⑹、深冷處理
尺寸穩定性要求高的模具應當采用深冷處理,在此過程中可能引起體積變化。例如測量工具量規和某些結構零件。
淬火后,模具應先深冷后回火。XW-5深冷處理一般將模具先冷至-150℃到-196℃保持3 - 4 小時,由于深冷介質及設備的限制有時采用-40℃及更低的例如(-80℃)。深冷處理將使模具的硬度提高1到3 HRC。
形狀復雜的模具應避免進行深冷處理以降低開裂風險。XW-5的表面處理
氮化和碳氮共滲
氮化處理后表面形成硬化層,具有很高的耐磨性及抗侵蝕性。氮化表面同時也提高了耐腐蝕性。
為得到最佳效果,請遵循以下步驟:
⑴、粗加工;
⑵、去應力;
⑶、半精加工;
⑷、淬火和回火;
⑸、精加工/EDM;
⑹、氮化。XW-5的電火花加工
如果模具在淬火回火后進行電火花加工,表面覆有熔化再凝固層(白層),再淬火未回火層,兩者都很脆,有損于模具性能。
如果進行放電加工,建議采用“精放電”即低電流,高頻率。為得到最佳性能,電火花加工表面必須通過磨削或拋光完全去除電火花白層,然后應該以低于原回火溫度25℃的溫度再回火一次。更多信息
請直接與我公司服務人員聯絡(熱線電話:400-699-1286),以獲得更多的有關模具鋼材的選擇、應用、熱處理及庫存等相關資料。資料來源:瑞典一勝百工模具鋼
編輯整理:東莞市弘超模具科技有限公司『版權所有,轉載或引用請注明鏈接和出處』
- 【點擊次數:】 【加入時間:2011-01-04 00:00:00】 【關閉本頁】
產品展示
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區