



以沖壓落料模和熱塑性塑料注射模為例闡述模具的結(jié)構(gòu)組成及動(dòng)作機(jī)理

模具是由各種機(jī)械零件構(gòu)成并具有獨(dú)立功能的工裝器具整體,是確保所成形零件加工質(zhì)量與成本的關(guān)鍵工藝裝備。因此,其結(jié)構(gòu)必須要滿足生產(chǎn)的要求。組成模具的各機(jī)械零件和裝配后的質(zhì)量,不僅要能生產(chǎn)出合格的零件制品,而且還要適應(yīng)批量生產(chǎn)的需要,操作要安全可靠,使用方便,壽命要長(zhǎng)。同時(shí)要成本低廉,容易制造和維修。東莞弘超專業(yè)致力于模具鋼材的應(yīng)用研究,為廣大模具制造企業(yè)推薦最具性價(jià)比的高品質(zhì)模具鋼材(日本大同模具鋼、瑞典一勝百模具鋼、瑞典烏德霍姆工具鋼UDDEHOLM、日本日立模具鋼HITACHI METALS、日本不二越高速鋼、美國(guó)熔爐斯伯粉末冶金工具鋼、德國(guó)葛利茲模具鋼Groditz以及國(guó)產(chǎn)新型模具鋼、火焰鋼、基體鋼、無(wú)磁模具鋼、空冷鋼、透氣鋼、紅沖模具鋼、特種模具鋼等),提供模具失效分析及模具壽命解決方案“一站式”服務(wù)。
各類模具的結(jié)構(gòu)及其組合形式、復(fù)雜程度主要與成形加工對(duì)象,即產(chǎn)品零件或制件的結(jié)構(gòu)與結(jié)構(gòu)要素、材料與材料形式、成形工藝條件(壓力、溫度、時(shí)間等)、加工方式及批量大小相關(guān)。盡管結(jié)構(gòu)形式不同,但其結(jié)構(gòu)的組成對(duì)于不同類型的模具,都是有一定規(guī)律的。多年來(lái),廣大模具技術(shù)工作者經(jīng)過(guò)實(shí)踐,對(duì)模具結(jié)構(gòu)進(jìn)行了標(biāo)準(zhǔn)化,從而節(jié)省了模具設(shè)計(jì)與制造時(shí)間,降低了模具的生產(chǎn)成本。如圖1、圖2所示,分別為沖壓落料模和熱塑性塑料注射模。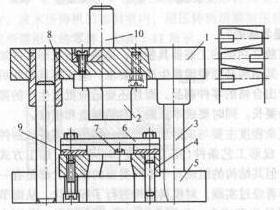
圖1所示為冷沖壓用單工序帶有導(dǎo)向機(jī)構(gòu)的沖裁落料模。其模具主要由上模與下模兩部分組成,并通過(guò)固定在上模的導(dǎo)套8與下模的導(dǎo)柱3,以H7/h6間隙配合形式,將上、下模定向連接在一起,而成為一個(gè)整體的沖模。其上模由上模座1、凸模2、導(dǎo)套8組成,凸模2由螺釘直接固定在模板上。下模則是由下模座5、凹模4及卸料板6和導(dǎo)尺9、導(dǎo)柱3組成,并由螺釘和圓柱銷緊固、定位。其中,上模座1、下模座5、導(dǎo)柱3、導(dǎo)套8以及模柄10等五個(gè)零件組成標(biāo)準(zhǔn)模架,其功能是將凸、凹模零件連接起來(lái),成為整體模具。
模具在工作時(shí),條料通過(guò)導(dǎo)尺9導(dǎo)向送進(jìn)模內(nèi),并由定位銷7定位。當(dāng)壓力機(jī)滑塊下降時(shí),通過(guò)模柄10與滑塊的連接,則上模也隨之滑塊一起下降,使得凸模2則與放在凹模4上面的板料接觸并與凹模刃日相互作用將板料即沿封閉的周邊切斷而沖下制品零件。待壓力機(jī)滑塊回升時(shí),則上模也帶凸模一起回升,在凸模回升的過(guò)程中,裝在導(dǎo)尺9上面的卸料板6即將包在凸模2上的余料刮下,恢復(fù)到原來(lái)位置,而制品則從凹模4及下模座漏料孔落下,完成全部沖壓過(guò)程。材料繼續(xù)向前送進(jìn),再進(jìn)行第二次沖壓,依此下去,即可連續(xù)沖出多個(gè)相同的制件。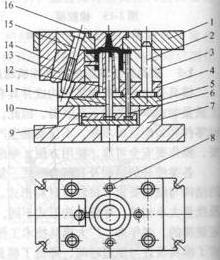
圖2所示為熱塑性塑料注射模,它屬于型腔模的一種。其模具結(jié)構(gòu)特點(diǎn)是,分型面將模具分成動(dòng)模和定模兩部分,采用直澆口,一模一腔,一次只能成形一個(gè)制品零件。主要用在立式或臥式塑料注射機(jī)上成形。
模具由定模、動(dòng)模及卸推料三部分構(gòu)成。其中,定模部分由定模板1、澆口套16組成,而澆口套本身又兼作定模型腔使用;動(dòng)模部分則由動(dòng)模固定板4、動(dòng)模套3、動(dòng)模墊板5、動(dòng)模板7、動(dòng)模型芯12組成;其復(fù)位桿8、拉料桿11做為卸料零件分別固定在動(dòng)模部位;滑塊13、斜楔14,以及斜導(dǎo)柱15做為抽芯成形機(jī)構(gòu)固定在定模部位。為了使模具工作時(shí)平穩(wěn),動(dòng)模與定模采用導(dǎo)柱2與定模板特制導(dǎo)向孔導(dǎo)向,以保證定、動(dòng)模相互位置精度。
模具在工作時(shí),將定模固定在注射機(jī)定模板上,動(dòng)模固定在動(dòng)模板上,并將注射機(jī)噴嘴對(duì)準(zhǔn)澆料口,同時(shí)將動(dòng)模與定模合模、鎖住。這時(shí),開(kāi)啟注射機(jī)活塞,將在料筒內(nèi)的熔融塑料以高壓、高速擠入動(dòng)模與定模合模時(shí)的所組成的型腔中,并使其充滿,再經(jīng)保壓、保時(shí)后,開(kāi)動(dòng)動(dòng)模,使其與定模分開(kāi)回到原來(lái)的位置。此時(shí),由于推料系統(tǒng)作用,則使得冷卻成形后的制品在拉料桿11作用下,將零件制品卸出。與此同時(shí),側(cè)型芯滑塊13沿著斜導(dǎo)柱15向外側(cè)移動(dòng)抽出側(cè)孔,頂桿6及拉料桿11即將塑件頂出卸下。在第二次合模時(shí),斜塊在斜導(dǎo)柱作用下又回到原位,準(zhǔn)備下一次行程注射成形。了解更多模具動(dòng)態(tài)資訊,敬請(qǐng)關(guān)注東莞弘超模具鋼材專業(yè)網(wǎng)站www.syfukang.com,海量的模具鋼材產(chǎn)品信息,最新的模具行業(yè)動(dòng)態(tài)資訊,盡在弘超模具鋼材網(wǎng)站。
從上述的冷沖模和型腔模兩種典型的標(biāo)準(zhǔn)結(jié)構(gòu)組成來(lái)分析,無(wú)論其模具結(jié)構(gòu)怎么變化,它都是由兩大類零件組成的。一種是與材料或制件發(fā)生直接接觸的工藝性零件,如工作成形零件(凸、凹模:型腔、型芯)及卸料零件、定位零件。另一種則是在模具中起安裝、組合、導(dǎo)向作用的結(jié)構(gòu)性零件,如支撐零件(上、下模座、凸凹模固定板、墊板、及型腔模的定、動(dòng)模板、定、動(dòng)模模套、墊板)及導(dǎo)向零件(導(dǎo)柱、導(dǎo)套)、緊固零件等。同時(shí),為了適應(yīng)模具的安裝及使用、以及成形方法和使用設(shè)備不同,根據(jù)模具的結(jié)構(gòu),還可以增加一些輔助零件,如加熱、冷卻及抽芯機(jī)構(gòu)零件等。相關(guān)產(chǎn)品資料:火焰淬火鋼、無(wú)磁模具鋼、紅沖模具鋼、VANADIS 23、SLEIPNER、STAVAX ESR、QRO 90 SUPREME、S-STAR、NAK-PRM、440C、DH31-EX、DC53、LD(7Cr7Mo2V2Si)。
更多信息
請(qǐng)直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國(guó)統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)沖壓落料模和熱塑性塑料注射模的結(jié)構(gòu)組成及動(dòng)作機(jī)理以及其它高品質(zhì)模具鋼材的選擇、應(yīng)用、熱處理及庫(kù)存等相關(guān)資料。
資料來(lái)源:東莞市弘超模具科技有限公司技術(shù)中心
『版權(quán)所有,轉(zhuǎn)載或引用請(qǐng)注明鏈接和出處』- 【點(diǎn)擊次數(shù):】 【加入時(shí)間:2012-07-13 11:45:59】 【關(guān)閉本頁(yè)】
新聞動(dòng)態(tài)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠(chéng)信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)