



NAK80焊接性能和焊接工藝-NAK80堆焊方法_焊條選用_NAK80焊后熱處理工藝
NAK80焊接性能和焊接工藝
焊接性能、堆焊方法
焊條選用、焊后熱處理工藝

NAK80模具鋼是日本大同特殊鋼株式會社專利鋼種,屬時效硬化型塑料模具鋼,焊接性能良好。NAK80焊接性能包括:熔敷鋼與母材的硬度分布、焊接原狀、焊接后時效處理等;NAK80的堆焊方法內容包括:模具清理、焊條選用、焊接條件、后補熱處理及注意事項等。以下是東莞弘超技術中心整理編輯的有關日本大同模具鋼NAK80的焊接性能數據和焊接加工工藝方法,日本大同NAK80的機械力學性能(屈服強度、拉伸強度、沖擊韌性)、物理性能(熱膨脹系數、導熱率、磁性)、工藝性能(放電加工、切削性能、氣體軟氮化性能)等以及NAK80產品資料等敬請瀏覽相關頁面。
NAK80的焊接性能:
焊接部位硬度不升高。焊接后,加以時效處理,則不會產生蝕花不均勻。⒈熔敷鋼與母材的硬度分布:
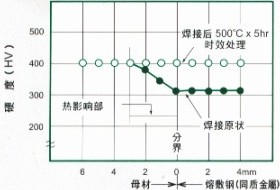
焊接條件:焊接方法:TIG焊接(氬氣保護);預熱:200~300℃;電流:150~170A;焊條:同質合金(NAK-W),焊接后500℃×5hr時效處理。
⒉焊接原狀:


⒊焊接后→時效處理:500℃×5小時風冷。NAK80的堆焊方法:
⒈模具事先清理:
①、全面去除油脂污物氧化皮等;②、全面去除裂紋表面處理層;③、坡口加工拐角部3R以上;
⒉堆焊焊條選擇:選用NAK-W焊條。
⒊模具預熱:
①、預熱溫度:300~400℃;②、利用加熱爐或丙烷天然氣緩慢加熱。
⒋焊接加工工藝:
①、直流正極性、分段退焊法。
②、焊接條件:
⒌焊后熱處理工藝:400~500℃×1h。焊條直徑 電極直徑 電流 氬氣 1.6mm 1.6mm 70~150A 6~9L/min 2.4mm 2.4mm 150~250A 7~10L/min
⒍NAK80堆焊的注意事項:
東莞市弘超模具科技有限公司溫馨提醒您!利用丙烷、天然氣噴燒進行預熱和后補熱處理時,為防止開裂起見,實行全面加熱為宜。
堆焊或使用中焊補裂紋時,往往焊層較厚。視堆焊量的多少,有時即使稍微犧牲尺寸變化,也要在堆焊后立即消除應力(870℃)并進行時效處理(500~520℃)。更多信息
請關注東莞市弘超模具科技有限公司模具鋼材專業網站(www.syfukang.com)或直接致電: 0769-82621066(全國統一服務熱線:400-699-1286),以獲得更多的有關日本大同NAK80焊接性能和焊接工藝、NAK80的最新產品技術資料以及應用推薦等。
資料來源:東莞市弘超模具科技有限公司
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2013-08-02 00:00:00】 【關閉本頁】
產品展示
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區