



裝配注射模及磁場定向注射模的結構和成型原理
裝配注射模的結構和成型原理
裝配注射模成型技術是從原來在模具中放入金屬嵌件成型塑件的基礎上發展起來的。在生產實踐中發現,許多塑件在成型后需再安裝在金屬底板上,如收錄機、電視機中的沖壓金屬底板上都需要安裝許多塑料件。這樣不僅耗費大量的人力,裝配質量也不穩定,因而開發了將金屬底板作為嵌件放在模具中一次成型所有塑件的裝配注射成型工藝。這種工藝需解決往模具中放置尺寸較大金屬底板的問題。為此專門開發了適合于裝配注射成型工藝的全自動注射裝置。這種裝置一般都由帶轉臺的注射機、金屬件自動排列裝置、安裝金屬件的卡盤、取出流道廢料卡盤、轉臺裝置及塑件和流道廢料收集箱等組成。弘超推薦日本大同模具鋼、瑞典一勝百模具鋼應用于裝配注射模。
裝配注射模的總體結構與一般注射模相同。其主要特點是夾持金屬件的方式。在裝配注射成型中,大多數情況是要在金屬板上注射成型許多塑件,因而金屬板的尺寸大。這也是裝配注射成型與一般嵌件成型的不同之處。通常在模具中放置金屬板件的方式有兩種。如下圖所示(圖中:1-動模,2-導正銷,3-金屬板,4-定模)。
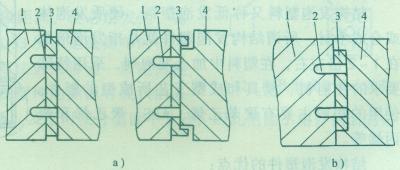
圖a是疊層式,將金屬板夾在帶導正銷的動、定模之間,不必將金屬板包容在模具內。這種方式一般適用于需成型的塑件位于金屬板得中部。成型時無泄漏熔料的危險。它的優點是可以縮小模具的尺寸。當接近金屬板的邊緣處也有塑件需成型時,從型腔強度出發,必須采用圖b的型腔式,即金屬板全部包容在模具型腔中。這樣模具尺寸需適當增大。另一個問題是需加強上模和下模對合時的導正措施。除了使用導柱外,通常還需采用精定位裝置,提高模具完全閉合時的對合精度。同時,在設計時需顧及一只上模對數只下模的配合問題,通常采用有利于使用NC機床和型腔電加工的結構形式。更多相關資訊,敬請關注東莞弘超模具鋼材專業網站www.syfukang.com。磁場定向注射模的結構和成型原理
用鐵素體和稀土類材料制造塑料磁體時,需要在磁場中注射成型。在注射前首先形成磁場,并待磁場進入穩定狀態時才開始注射。當保壓一段時間后,磁場暫停。在冷卻開始的同時形成去磁狀態,冷卻結束時去磁狀態也同時消失。最后即可開模取出磁性塑件。
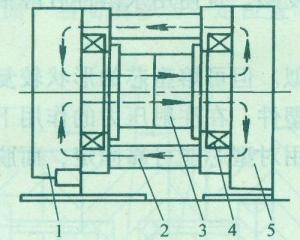
磁場定向注射模的重要作用是有效地使磁性粉末定向。為了在模具中形成磁場,將強磁性鋼和非磁性鋼組合在一起。形成軸向磁場的狀況如下圖左所示,圖中:1-注射機動模安裝板,2-拉桿,3-模具,4-線圈,5-注射機定模安裝板。
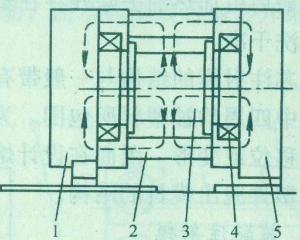
徑向磁場的狀況如上圖右所示,圖中:1-注射機動模安裝板,2-拉桿,3-模具,4-線圈,5-注射機定模安裝板。
雙磁軛形模具外部線圈的排布方式如下圖所示,圖中:1-線圈,2-非磁性材料,3-強磁性材料,4-拉桿,其中圖a為軸向磁場,圖b為徑向磁場。
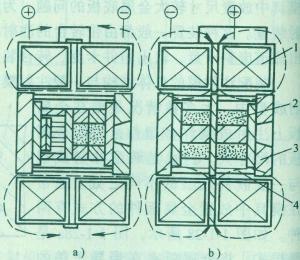
常用Cr12MoV、D2、DC53、SVERKER-21、SLEIPNER等鋼材作為強磁性材料。非磁性材料可選用鈹銅和不銹鋼等材料。更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-066-8298),以獲得更多的有關裝配注射模及磁場定向注射模的結構和成型原理以及高品質模具鋼材(S136、DC53、NAK80、NAK-PRM、PAC5000、S-STAR、440C-ESR、PD613、IMPAX HH、NIMAX、UNIMAX、STAVAX ESR、CALMAX、CORRAX、無磁模具鋼等)的選擇、應用、熱處理及庫存等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2013-06-18 17:29:35】 【關閉本頁】
知識普及
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區