



高壓法結(jié)構(gòu)發(fā)泡注射模及低壓法結(jié)構(gòu)發(fā)泡注射模的工作原理
高壓法結(jié)構(gòu)發(fā)泡注射模的工作原理
⒈木紋化模塑法結(jié)構(gòu)發(fā)泡注射模
將塑料完全充滿型腔,發(fā)泡率極低,一般為1.1~1.2。用一般的注射機稍加改進即可,模具設(shè)計和工藝要求比較復(fù)雜,如配合不當(dāng),不能得到良好的木質(zhì)紋理塑件。
⒉二次開發(fā)模法結(jié)構(gòu)發(fā)泡注射模
要求注射機設(shè)有二次移動模板的結(jié)構(gòu),當(dāng)熔融塑料注滿型腔后,瞬間移動模板,模具開模一小段距離,使芯層發(fā)泡,得到低發(fā)泡塑件,發(fā)泡率可調(diào)節(jié)。日本大同模具鋼、瑞典一勝百模具鋼適合應(yīng)用于結(jié)構(gòu)發(fā)泡注射模。
下圖所示(圖中:1-定模,2-塑件,3-動模。圖a注射結(jié)束;圖b動模移動,塑件發(fā)泡;圖c開模。)是最簡單的低發(fā)泡成型法,模具由動定模組成,動模隨注射機移動一段距離使塑件發(fā)泡,由于是型芯的移動,所以在塑件的側(cè)面有線狀的條紋。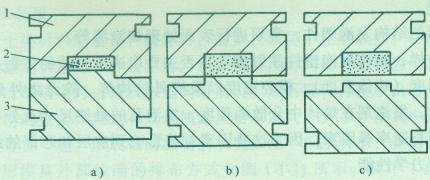
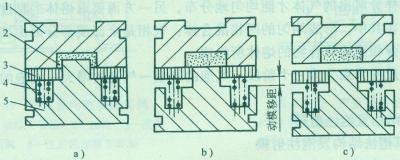
下圖所示(圖中:1-定模,2-塑件,3-活動板,4-彈簧,5-動模。圖a注射結(jié)束;圖b動模移動,塑件發(fā)泡;圖c開模)的結(jié)構(gòu)增加了一塊板,發(fā)泡時使分型面不分開,因此消除了塑件側(cè)面的條紋,使表層得到光滑的表面。
低壓法結(jié)構(gòu)發(fā)泡注射模的工作原理
塑料以高速高壓注入整個型腔容積的75%~80%,靠塑料在型腔內(nèi)發(fā)泡而充滿型腔。低壓法要求注射機噴嘴帶有閥門并能夠密封,才能達到較好的效果,低壓法成型的塑件泡孔均勻但是表面粗糙。東莞弘超推薦日本大同模具鋼DC53、PD613、440C-ESR以及瑞典烏德霍姆工具鋼CALMAX、IMPAX HH、STAVAX ESR等應(yīng)用于高壓法結(jié)構(gòu)發(fā)泡注射模和低壓法結(jié)構(gòu)發(fā)泡注射模
更多信息
請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-066-8298),以獲得更多的有關(guān)高壓法結(jié)構(gòu)發(fā)泡注射模及低壓法結(jié)構(gòu)發(fā)泡注射模的工作原理以及高品質(zhì)模具鋼材(瑞典UDDEHOLM工具鋼、日本大同模具鋼、瑞典一勝百模具鋼、德國葛利茲模具鋼、日本日立模具鋼、美國熔爐斯伯粉末工具鋼、意大利魯奇尼模具鋼超大鍛件以及國產(chǎn)新型模具鋼、基體鋼、無磁模具鋼、火焰淬火鋼、紅沖模具鋼等)的選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
資料來源:東莞市弘超模具科技有限公司技術(shù)中心
『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』- 【點擊次數(shù):】 【加入時間:2013-06-20 23:09:35】 【關(guān)閉本頁】
知識普及
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)