



簡述一般熱固性塑料注射模具結構以及S136模具鋼的應用實例
.jpg)
一般熱固性塑料注射模具結構
熱固性塑料注射成型是將熱固性塑料加入料筒內,通過對料筒的外加熱及螺桿旋轉時對塑料的摩擦熱,對塑料進行加熱,使之熔融而產生流動性,在螺桿的強大壓力下將稠膠狀地熔融料通過料筒的噴嘴,注入模具的澆口、流道并充滿腔型,在高溫(110℃±10℃)高壓(118~235MPa即1200~2400kgf/cm2)下,進行了化學反應,經一段時間的保壓后,即固化成型,打開注射模,即得固化塑件。所用的注射機為熱固性塑料注射機。熱固性注射成型塑料的流動距離比為100~180。東莞市弘超模具科技有限公司致力于模具鋼材應用研究,專業銷售高品質模具鋼(瑞典一勝百模具鋼、日本大同模具鋼、瑞典UDDEHOLM工具鋼、日本日立模具鋼、日本不二越高速鋼、德國葛利茲模具鋼以及國產新型模具鋼、火焰鋼、基體鋼、無磁模具鋼、空冷鋼、紅沖模具鋼等),提供模具失效分析及模具壽命解決方案一站式服務。
熱固性塑件注射成型系統包括用來成型的熱固性塑料和最后成型固化好的塑件,以及用來保證塑件成型的熱固性塑料注射機和熱固性塑料注射模等組成。
熱固性塑料注射成型的工作循環與熱塑性塑料注射成型相似。
熱固性塑料注射成型工藝的要點包括:
⑴、熱固性塑料在注射機料筒中處于粘度最低的熔融狀態。
⑵、因熱固性塑料中含有40%以上的填料,粘度與摩擦阻力較大,要有適當的注射壓力。
⑶、熱固性塑料在固化反應中,產生縮合水和低分子氣體,模具型腔對外必須有排氣結構,否則在塑件表面留下氣泡、流痕。
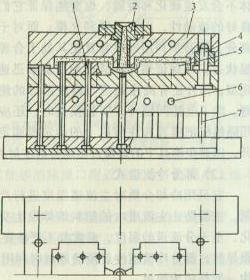
熱固性塑料注射模要安裝在專用的熱固性塑料注射機上,工作時由注射機得鎖模機構鎖緊。熱固性塑料注射模的基本結構與熱塑性注射模相似,主要的區別在于熱固性塑料注射模的分型接觸面要盡量小,且型腔在分型面上布局應力求對稱分布且其投影面積中心與注射機的鎖緊力中心相重合,否則將會造成嚴重溢料。盡量減少鑲拼件的數量(以防溢料),且具有足夠的硬度、剛度。成型零件的材料要求耐熱耐磨,硬度要高(尤其在澆口處)。模具要設計加熱裝置,加熱是為了完成塑料的固化成型。典型的熱固性塑料注射模如下圖所示(1-頂桿,2-主流道襯套,3-凹模板,4-導柱,5-型芯,6-加熱元件,7-回程桿)。了解更多塑料模具知識,敬請關注東莞弘超模具鋼材專業網站www.syfukang.com,海量的模具鋼材產品信息,最新的模具行業動態資訊,盡在弘超模具鋼材網站。
S136模具鋼在一般熱固性塑料注射模具上的應用實例
塑膠產品的表面質量受限于生產該產品的模具的表面質量。模具鋼材所包含的非金屬夾雜物及材質偏析影響著鋼材的拋光性能。由于S136模具鋼采用了電渣重熔(ESR)工藝,可以獲得很好的拋光表面質量。ESR是煉鋼過程中一種附加的工藝流程,可以確保獲得含硫量及非金屬夾雜物含量低的純凈鋼材。
S136模具鋼是ASSAB 不銹鋼概念的鋼種之一,具有耐蝕、耐磨、高拋光及好的加工性能,純凈均勻的模具鋼改善了拋光性能,光蝕刻花和皮紋性能。用S136模具鋼制作的模具可長期保持其加工表面質量,降低了模具維護成本。
與S136模具鋼同系列的鋼種還有:日本大同模具鋼S-STAR、G-STAR、D-STAR、NAK-PRM、NAK101;瑞典UDDEHOLM工具鋼STAVAX ESR、MIRRAX ESR、POLMAX、CORRAX、RAMAX;德國葛利茲模具鋼1.2083、1.2316以及國產新型模具鋼FS136、DTP90、PCR、PMS等。更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關一般熱固性塑料注射模具結構及S136模具鋼在一般熱固性塑料注射模具上的應用實例以及高品質模具鋼材(日本大同模具鋼、瑞典一勝百模具鋼、瑞典UDDEHOLM工具鋼、日本日立模具鋼、日本不二越高速鋼、德國葛利茲模具鋼、美國熔爐斯伯粉末工具鋼等)的選擇、應用、熱處理及庫存等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2012-08-03 19:27:37】 【關閉本頁】
知識普及
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區