



塑料模具鋼ELMAX熱處理工藝-淬火_回火工藝_退火_去應力回火_深冷處理工藝
-
ELMAX模具鋼的熱處理工藝內容包括:ELMAX模具鋼的軟性退火工藝、去應力回火工藝、淬火工藝、淬火介質選擇、回火工藝、熱處理周期、深冷處理工藝以及推薦的熱處理工藝等。
ELMAX模具鋼是瑞典烏德霍姆工具鋼UDDEHOLM系列產品的一種高耐磨高耐腐蝕塑料模具鋼,ELMAX是瑞典烏德霍姆UDDEHOLM不銹鋼概念下的模具鋼鋼種(STAVAX ESR、RAMAX、MIRRAX ESR、CORRAX、ELMAX、POLMAX等)之一。東莞弘超推薦ELMAX模具鋼用于制造要求兼備耐腐蝕性和抗磨損性的塑料模具。以下是東莞市弘超模具科技有限公司技術中心編輯整理的有關ELMAX模具鋼的熱處理工藝流程和參數選擇。軟性退火工藝:在保護氣氛中加熱至980℃,保溫2小時,然后隨爐以20℃/h 冷卻至850°C,保溫10小時,緩冷至750℃后空冷。
去應力回火工藝:粗加工后,工件應該加熱至650℃,保溫2小時,緩冷至500℃,后空冷。
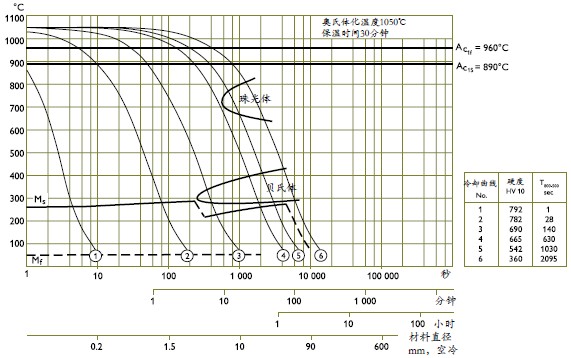
淬火工藝:預熱溫度600~850℃;奧氏體化溫度1050~1100℃,通常是1080°C。
保溫時間=工件熱透后在淬火溫度停留的時間。淬火時應保護好工件,避免脫碳及氧化。溫度℃ 保溫時間分鐘 回火前硬度 1050 30 HRC60 1080 30 HRC61 1100 30 HRC61 來源 東莞市弘超模具科技有限公司《弘超模具鋼質量手冊》 淬火介質選擇:
真空爐高壓氣體 (2~5 bar);流動粒子爐或鹽浴爐 200~550℃,后空冷。
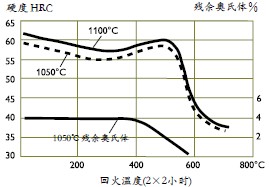
為獲得最佳性能,工件冷卻速度應盡量快,但是應避免尺寸過度變形或開裂。冷卻至50~70℃,應立刻回火。回火工藝:依據回火曲線圖確定的硬度要求選擇回火溫度。冷卻至室溫后至少回火兩次。最佳回火溫度為250℃或更高。在特殊情況下,小且簡單的鑲件和部件可以使用180℃作為最低回火溫度,這些場合韌性不是最重要的。保溫時間最少2小時。
回火曲線圖:
CCT 圖:奧氏體化溫度1025℃,保溫時間30分鐘。CCT曲線圖見題圖所示。
熱處理周期:兼顧硬度、耐腐蝕性和尺寸穩定性而推薦的熱處理過程
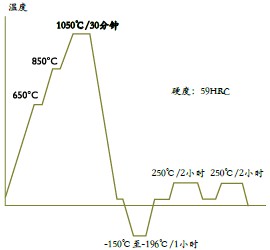
為獲得特定最佳性能而推薦的熱處理過程。
* S現今深冷溫度一般由-150℃下降至-196℃。項目 最佳耐腐蝕性 最佳耐磨性 最佳尺寸穩定性 奧氏體化溫度 1050℃ 1080℃ 1080℃ 1050℃~1050℃ 深冷溫度* -150~-170℃ -150~-170℃ -150~-170℃ -150~-170℃ 回火 2×250℃ 2×250℃ 2~3×480℃ 2~3×480℃ 硬度 約58~59HRC 約59~60HRC 約60~61HRC 約58~61HRC 來源 東莞市弘超模具科技有限公司《弘超模具鋼質量手冊》 熱處理時尺寸變化:例圖顯示了從奧氏體化溫度到深冷時的尺寸變化,樣品尺寸40×40×40 mm。
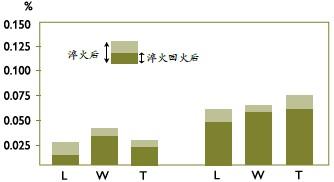
奧氏體化 1050℃/30min 1050℃/30min 淬火介質 空氣 空氣 深冷處理 - -60℃ 回火 230℃/2×2h 230℃/2×2h 深冷處理工藝:工件要求有最佳的尺寸穩定性時應進行深處理,否則尺寸變化會發生。淬火后,工件應立刻深冷,隨即回火。ELMAX深冷處理溫度通常為-150℃和-196℃,然而有時由于深冷介質和設備限制-40℃或更低溫度(e.g., -80℃)也被使用。深冷1~3小時能提高硬度1~3 HRC。避免復雜形狀以減低開裂風險。
ELMAX模具鋼的相關技術資料:
產品資料:【ELMAX_高耐磨耐腐蝕塑料模具鋼ELMAX_ELMAX特性_ELMAX應用】
綜合資訊:【ELMAX_高壽命耐腐蝕塑料模具鋼】更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關瑞典烏德霍姆高耐磨耐腐蝕塑料模具鋼ELMAX的熱處理工藝參數數據以及其它高品質模具鋼材的選擇、應用、熱處理及庫存等相關資料。
資料來源:瑞典烏德霍姆工具鋼(Uddeholm Tooling)
整理編輯:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』 - 【點擊次數:】 【加入時間:2012-07-13 00:00:00】 【關閉本頁】
烏德霍姆工具鋼UDDEHOLM
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區