



MIRRAX 40熱處理工藝參數-軟化退火 淬火工藝 回火工藝 保溫時間 回火曲線
MIRRAX 40熱處理工藝參數
軟化退火、去應力工藝
淬火工藝、保溫時間、淬火介質
回火工藝、回火溫度、回火曲線
瑞典烏德霍姆工具鋼UDDEHOLM MIRRAX 40的熱處理工藝參數包括:MIRRAX 40軟化退火工藝、去應力工藝、淬火工藝、保溫時間、淬火介質選擇、回火工藝等,客戶可以根據模具使用性能要求,結合回火曲線,選擇合適的熱處理工藝參數。
MIRRAX 40是瑞典烏德霍姆工具鋼UDDEHOLM最新研發生產的新型耐腐蝕、超鏡面型塑料模具鋼,采用電渣重熔(ESR)工藝冶煉,出廠時已預硬處理至40HRC。MIRRAX 40模具鋼具有極佳的鏡面拋光性能和優良的耐腐蝕性能,即使經過相當長的服役時間,型腔表面仍可保持最初的表面狀態。弘超實踐證明,MIRRAX 40模具鋼特別適合應用于要求高鏡面拋光和高耐腐蝕的塑料模具。
弘超建議UDDEHOLM MIRRAX 40模具鋼在供貨態使用(即預硬態360~400HB),如果需要更高硬度,可參照下述工藝先作軟化退火,然后重新淬火。以下是東莞弘超技術中心整理編輯的有關瑞典烏德霍姆工具鋼UDDEHOLM MIRRAX 40的熱處理工藝參數及選擇建議。MIRRAX 40軟化退火工藝:保護氣氛下加熱至780℃,熱透后以10℃/h 冷卻速度冷至600℃,然后在空氣中冷卻。
MIRRAX 40去應力工藝:粗加工后,模具應該熱透至550℃,保溫2個小時,然后空冷。
MIRRAX 40淬火工藝:一般不推薦對預硬鋼進行直接重新淬火,在重新淬火前一定要進行充分的軟化退火。
預熱溫度:500~600℃。
奧氏體化溫度:1000~1025℃,但是一般為1020℃。
保溫時間:30分鐘
保溫時間等于整個工件熱透后,在奧氏體化溫度保溫的時間。
弘超溫馨提醒您:在奧氏化處理過程中,一定要對鋼材進行適當的保護以避免出現脫碳或氧化。
淬火介質選擇:
⑴、真空爐中足夠的過壓氣體(如氮氣)冷卻;
⑵、高速循環氣體或空氣;
⑶、80℃左右的溫油。
為了得到最佳的熱處理性能,在可接受的變形前提下,冷卻速度應該盡可能地快。在真空爐中冷卻時,淬火壓力應至少為4~5Bar。
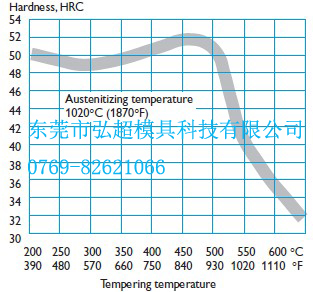
注意:當模具冷卻至50~70℃時應立即進行回火。MIRRAX 40回火工藝:根據所需硬度,參照以下回火曲線圖來選擇相應的回火溫度。回火至少進行兩次,兩次回火之間必須冷卻至室溫。最低回火溫度不能低于250℃。回火保溫時間至少為2小時。
回火曲線:以下UDDEHOLM MIRRAX 40回火曲線為近似曲線。
更多信息
敬請關注東莞弘超模具鋼專業網站或直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關瑞典烏德霍姆工具鋼UDDEHOLM MIRRAX 40的熱處理工藝參數、MIRRAX 40產品資料、工藝性能、鏡面拋光工藝、性能參數數據以及瑞典烏德霍姆工具鋼的最新產品資訊和其他模具鋼材的選擇、應用、熱處理及庫存等相關資料。
資料來源:東莞市弘超模具科技有限公司技術中心
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2013-08-31 00:00:00】 【關閉本頁】
烏德霍姆工具鋼UDDEHOLM
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區