



Vanadis 10熱處理工藝-淬火工藝_回火工藝_深冷處理工藝_消除應力工藝

Vanadis 10熱處理工藝
Vanadis 10熱處理工藝包括:軟性退火工藝、消除應力工藝、淬火工藝、淬火介質選擇、回火工藝、深冷處理工藝以及回火曲線圖、CCT曲線圖、回火后尺寸改變、硬度及殘余奧氏體與奧氏體化溫度關系圖等。
Vanadis 10是瑞典烏德霍姆工具鋼系列中的一種高釩合金含量的粉末工具鋼,在熱處理過程中,具有良好的尺寸穩定性。Vanadis 10具有極佳的耐磨性和韌性的組合,性能與美國熔爐斯伯粉末冶金工具鋼CPM10V相近,常被用于替代在實際應用中發生崩角或開裂的硬質合金(碳化鎢)材料。以下是東莞市弘超模具科技有限公司技術中心編輯整理的有關烏德霍姆粉末工具鋼Vanadis 10的熱處理工藝參數及曲線圖等。⑴、軟性退火工藝:在保護氣氛中加熱到900℃均熱后,以每小時10℃爐冷至750℃,然后空冷。
⑵、消除應力工藝:模具經粗加工后,應加熱至650℃,均熱保溫兩個小時,緩慢冷卻至500℃,然后空冷。
⑶、淬火工藝:預熱溫度:600~700℃;奧氏體化溫度:1020~1100℃;保溫時間:30分鐘;
保溫時間=模具加熱到奧氏體化溫度整體均熱后的持續時間。保溫低于30分鐘會使硬度降低。
模具在淬火過程中必須加以保護防止氧化脫碳。⑷、淬火介質選擇:①、壓力空氣/氣體;②、真空爐(氣體壓力2~5bar);③、鹽浴和流態爐中在500~550℃分級淬火;④、鹽浴和流態爐中在200~350℃,推薦350℃。
注1:當溫度降至50-70℃時應立即回火;注2:為獲得最佳的性能,模具應在允許范圍內的快速冷卻;注3:截面〉50mm的模具應在壓力氣體中淬火,如在空氣中淬火會使硬度降低。
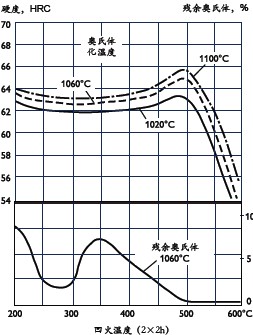
題圖為硬度及殘余奧氏體與奧氏體化溫度關系圖。⑸、回火工藝:根據所需硬度在回火曲線上選擇回火溫度。至少回火兩次,之間應冷卻到室溫。最低回火溫度為180℃。最低保溫時間為2小時。在1100℃或更高溫度下淬火,為降低殘余奧氏體量,Vanadis 10的回火溫度不小于525℃。
Vanadis 10的回火曲線如下圖所示:
Vanadis 10的CCT曲線圖:奧氏體化溫度1020~1060℃,保溫30分鐘。
 (圖)Vanadis 10的CCT曲線。
(圖)Vanadis 10的CCT曲線。
回火后尺寸變化:淬火溫度分別為:980℃,1020℃,1060℃。
(圖)Vanadis 10回火后尺寸變化。
⑹、深冷處理工藝:模具如需保持最穩定的尺寸,可依以下方法進行深冷處理:
模具在淬火后應立即進行深冷處理,之后再回火。通常情況下,Vanadis 10應在-150℃和-196℃之間,保溫1~3小時,另外受冷卻介質和設備的因素,有時會采用-40℃和更低的溫度(如-80℃)。深冷處理可降低材料的殘余奧氏體量。這會使材料比未進行深冷處理的材料在低溫回火后的硬度高出約1HRC。
經高溫回火的模具,即使不進行深冷處理,其殘余奧氏體量也很低;在大多數情況下,能保持足夠的尺寸穩定性。然而,對于尺寸穩定性要求高的情況,模具也應進行深冷處理并高溫回火。Vanadis 10相關技術資料鏈接:【烏德霍姆粉末工具鋼Vanadis 10】;【Vanadis 10-Uddeholm Vanadis 10_Vanadis 10特性及應用】。
更多信息
請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:400-699-1286),以獲得更多的有關烏德霍姆粉末工具鋼Vanadis 10熱處理工藝參數和最新產品資訊以及其它高品質工模具鋼(無磁模具鋼、基體鋼、火焰淬火鋼、瑞典一勝百模具鋼、日本大同模具鋼、德國葛利茲模具鋼、美國熔爐斯伯粉末冶金工具鋼、日本不二越高速鋼等)的選擇、應用、熱處理及庫存等相關資料。
資料來源:瑞典烏德霍姆工具鋼(Uddeholm Tooling)
編輯整理:東莞市弘超模具科技有限公司
『版權所有,轉載或引用請注明鏈接和出處』- 【點擊次數:】 【加入時間:2012-11-19 00:00:00】 【關閉本頁】
烏德霍姆工具鋼UDDEHOLM
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區