



?
塑料注射模具的型芯滑塊加工過(guò)程
- 當(dāng)注射成形帶有側(cè)凹或側(cè)孔的塑料制品時(shí),模具必需帶有側(cè)向分型或側(cè)向抽芯機(jī)構(gòu),下圖是一種斜導(dǎo)柱抽芯機(jī)構(gòu)的結(jié)構(gòu)圖,下圖(a)為合模狀態(tài),下圖(b)為開(kāi)模狀態(tài)。在側(cè)型芯滑塊上裝有側(cè)向型芯或成形鑲塊。側(cè)型芯滑塊與滑槽可采用不同的結(jié)構(gòu)組合,下圖所示。
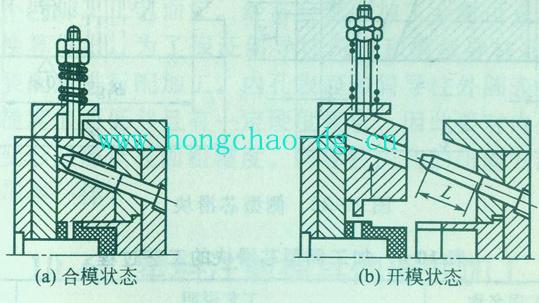 從以上結(jié)構(gòu)可以看出側(cè)型芯滑塊是側(cè)向抽芯機(jī)構(gòu)的重要組成零件、注射成型和抽芯的可靠性需要它的運(yùn)動(dòng)精度保證。滑塊與滑槽的配合特性常選用H8/g7或H8/h8,其余部分應(yīng)留有較大的間隙。兩者配合面的粗糙度Ra≤0.63~1.25 μm。滑塊材料常采用45鋼或碳素工具鋼,導(dǎo)滑部分可局部或全部淬硬,硬度40一45HRC。下圖所示側(cè)型芯滑塊的工藝過(guò)程見(jiàn)表10-6。
從以上結(jié)構(gòu)可以看出側(cè)型芯滑塊是側(cè)向抽芯機(jī)構(gòu)的重要組成零件、注射成型和抽芯的可靠性需要它的運(yùn)動(dòng)精度保證。滑塊與滑槽的配合特性常選用H8/g7或H8/h8,其余部分應(yīng)留有較大的間隙。兩者配合面的粗糙度Ra≤0.63~1.25 μm。滑塊材料常采用45鋼或碳素工具鋼,導(dǎo)滑部分可局部或全部淬硬,硬度40一45HRC。下圖所示側(cè)型芯滑塊的工藝過(guò)程見(jiàn)表10-6。
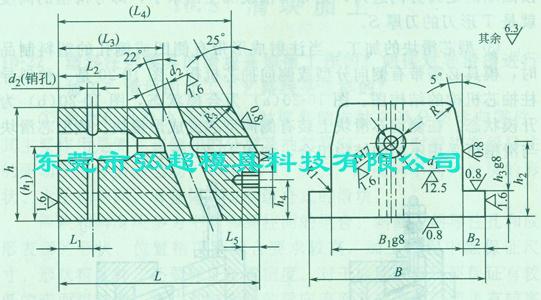
表10-6 加工側(cè)型芯滑塊的工藝過(guò)程工序號(hào)
工序名稱
工藝說(shuō)明
設(shè) 備
1
備料
毛坯鍛成平行六面體,保證各面有足夠加工余量
鍛床
2
銑削加工
銑六面
立式銑床
3
鉗工劃線
4
銑削加工
銑導(dǎo)滑部,留磨削余量,銑各斜面達(dá)設(shè)計(jì)要求
立式銑床
5
鉗工加工
去毛刺、倒鈍銳邊,加工螺紋孔
6
熱處理
熱處理達(dá)硬度要求
7
磨削加工
磨滑塊導(dǎo)滑面達(dá)設(shè)計(jì)要求
平面磨床
8
鏜型芯固定孔
將滑塊裝入滑槽內(nèi)按型腔上側(cè)型芯孔的位置確定側(cè)滑塊上型芯固定孔的位置尺寸,按上述位置尺寸鏜滑塊上的型芯固定孔
數(shù)控銑床
9
鏜斜導(dǎo)柱孔
動(dòng)模板、定模板組合,楔緊塊將側(cè)型芯滑塊鎖緊《在分型面上用o.2mm金屬片墊實(shí),。將組合的動(dòng)、定模板裝夾在臥式鏜床的工作臺(tái)上,按斜導(dǎo)柱孔的斜角偏轉(zhuǎn)工作臺(tái),鏜孔
數(shù)控銑床
更多信息請(qǐng)直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國(guó)統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)塑料注射模具的型芯滑塊加工過(guò)程以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、DC53、NAK80、瑞典一勝百模具鋼、S136、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國(guó)葛利茲1.2367、德國(guó)葛利茲1.2343、HD鋼、 GR鋼、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及國(guó)產(chǎn)新型模具鋼(基體鋼、無(wú)磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。資料來(lái)源:東莞市弘超模具科技有限公司技術(shù)中心『版權(quán)所有,轉(zhuǎn)載或引用請(qǐng)注明鏈接和出處』 - 【點(diǎn)擊次數(shù):】 【加入時(shí)間:2013-11-27 09:10:54】 【關(guān)閉本頁(yè)】
新聞動(dòng)態(tài)
相關(guān)產(chǎn)品
東莞市弘超模具科技有限公司
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠(chéng)信通ID:xinhongmouldsteel
QQ: 微信公眾號(hào):hcsteel
微信公眾號(hào):hcsteel
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠(chéng)信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)