



?
淺淡模具制造中孔的加工方法有哪些?
- 常見的各種形狀孔的加工方法如下圖所示。
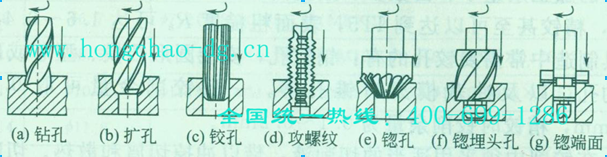 ①鉆孔。用鉆頭在實心材料上加工出孔的方法稱為鉆孔。善通孔的鉆削有兩種方法:一種是在車床上鉆孔,工件旋轉而鉆頭不轉;另一種是在鉆床或鏜床上鉆孔,鉆頭旋轉而工件不轉。當零件外形簡單且基本對稱,或加工孔與外圓有同軸度要求時可在車床上鉆孔,更多的模具零件孔則在鉆床上加工。在模具零件上鉆孔,主要用于螺釘及推桿過孔、螺紋底孔、定位銷孔、型孔的預加工,還用于線切割穿絲孔、澆口套孔及點澆口、錐澆道等孔的粗精加工,以及對水道孔等孔的加工。鉆孔可以達到的精度一般為IT13-IT12,表面粗糙度R。一般為20/1m左右。鉆孔只能加工要求不高的孔或作為孔的粗加工工序。鉆孔時所用的刀具絕大部分為麻花鉆,它由柄部、頸部和工作部分組成。柄部是鉆頭的夾持部分,用來傳遞鉆孔時所需的轉矩和軸向力。柄部分為直柄和錐柄兩種,鉆頭直徑在13mm以內的,頭柄部基本為直柄;鉆頭直徑大于13mm的,鉆頭柄部一般為錐柄。一般情況下,直徑在30mm以下的孔可以一次鉆出。②擴孔。擴孔是用擴孔鉆或麻花鉆等擴大工件孔徑、提高孔的加工精度的加工方法。一般在加工直徑大于30mm的孔時,為減小進給力,通常采用兩次鉆削。第一次用直徑為(0.5一0.7)D的鉆頭鉆孔,第二次用直徑為D的鉆頭擴孔。擴孔可以作為精度要求不高的孔的最終加工,也可以作為鉸孔、鏜孔、磨孔前的預加工。用麻花鉆擴孔可以達到的公差等級為IT11一IT10,表面粗糙度R為12. 5一6. 3um。若用擴孔鉆擴孔,擴孔前的鉆孔直徑約為孔徑的O.9倍。用擴孔鉆可以達到的公差等級為IT10~IT9,表面粗糙度R。為6. 3-3.2um。③鉸孔。鉸孔是對中小直徑的未淬硬孔進行半精加工的方法。鉸刀的加工余量小、齒數多、剛度高,所以鉸孔精度一般為IT7一IT6,精鉸甚至可以達到IT5,表面粗糙度R。可達1.6一0.44um。模具制造中常需要鉸孔的有:銷釘孔,安裝圓形凸模、型芯或頂桿等的孔,以及沖裁模刃口錐孔等。一般鉸削余量可取O.2一O.3mm,精鉸時鉸削余量為O.1一0.2mm。在鉸削中須采用適當的切削液,借以沖掉切屑和散熱。切削液可根據加工材料選擇,對鋼類材料一般用10%-20%的乳化液,如果鉸孑L精度很高時可采用30%的菜油加70%的肥皂水。④锪孔。用锪削方法在孔口表面加工出一定形狀的孔,稱為锪孔。锪孔主要用于加工圓柱形沉孔、圓錐形沉孔以及锪孔口的凸臺面。⑤鏜孔。在模具制造中,鏜孔是重要的加工方法之一。鏜孔可以在鏜床上進行,也可以在車床、數控機床上進行。其應用范圍較廣,可以粗加工,也可以精加工,可以加工不同尺寸的孔。尤其是對于大尺寸孔來說,鏜7L幾乎是唯一的加工方法。鏜孔的精度可達IT10~IT7.表面粗糙度Ra為1.6一0.8m。⑥攻螺紋。每副模具都有數量較多的內螺紋孔,以便用螺釘連接模具的各個部分。螺紋孔一般均采用攻螺紋的方法加工。用絲錐在孔壁上切削出內螺紋的工藝過程稱為攻螺紋。模具上有些螺紋采用圓柱管螺紋或圓錐管螺紋,如冷卻水管接頭孑L的管螺紋,此時應采用圓柱管螺紋絲錐或圓錐管螺紋絲錐進行加工。攻螺紋前的底孔直徑(即鉆孔直徑)必須大于螺紋標準中規定的螺紋小徑。底孔直徑的大小,要根據工件材料的塑性大小和鉆孔的擴張量來考慮,使攻螺紋時既有足夠的空隙來容納被擠出的金屬,又能保證加工出的螺紋得到完整的牙型。表6-1為常用螺釘孔攻螺紋前的底孔直徑。表6-1 常用螺釘孔攻螺紋前的底孔直徑
①鉆孔。用鉆頭在實心材料上加工出孔的方法稱為鉆孔。善通孔的鉆削有兩種方法:一種是在車床上鉆孔,工件旋轉而鉆頭不轉;另一種是在鉆床或鏜床上鉆孔,鉆頭旋轉而工件不轉。當零件外形簡單且基本對稱,或加工孔與外圓有同軸度要求時可在車床上鉆孔,更多的模具零件孔則在鉆床上加工。在模具零件上鉆孔,主要用于螺釘及推桿過孔、螺紋底孔、定位銷孔、型孔的預加工,還用于線切割穿絲孔、澆口套孔及點澆口、錐澆道等孔的粗精加工,以及對水道孔等孔的加工。鉆孔可以達到的精度一般為IT13-IT12,表面粗糙度R。一般為20/1m左右。鉆孔只能加工要求不高的孔或作為孔的粗加工工序。鉆孔時所用的刀具絕大部分為麻花鉆,它由柄部、頸部和工作部分組成。柄部是鉆頭的夾持部分,用來傳遞鉆孔時所需的轉矩和軸向力。柄部分為直柄和錐柄兩種,鉆頭直徑在13mm以內的,頭柄部基本為直柄;鉆頭直徑大于13mm的,鉆頭柄部一般為錐柄。一般情況下,直徑在30mm以下的孔可以一次鉆出。②擴孔。擴孔是用擴孔鉆或麻花鉆等擴大工件孔徑、提高孔的加工精度的加工方法。一般在加工直徑大于30mm的孔時,為減小進給力,通常采用兩次鉆削。第一次用直徑為(0.5一0.7)D的鉆頭鉆孔,第二次用直徑為D的鉆頭擴孔。擴孔可以作為精度要求不高的孔的最終加工,也可以作為鉸孔、鏜孔、磨孔前的預加工。用麻花鉆擴孔可以達到的公差等級為IT11一IT10,表面粗糙度R為12. 5一6. 3um。若用擴孔鉆擴孔,擴孔前的鉆孔直徑約為孔徑的O.9倍。用擴孔鉆可以達到的公差等級為IT10~IT9,表面粗糙度R。為6. 3-3.2um。③鉸孔。鉸孔是對中小直徑的未淬硬孔進行半精加工的方法。鉸刀的加工余量小、齒數多、剛度高,所以鉸孔精度一般為IT7一IT6,精鉸甚至可以達到IT5,表面粗糙度R。可達1.6一0.44um。模具制造中常需要鉸孔的有:銷釘孔,安裝圓形凸模、型芯或頂桿等的孔,以及沖裁模刃口錐孔等。一般鉸削余量可取O.2一O.3mm,精鉸時鉸削余量為O.1一0.2mm。在鉸削中須采用適當的切削液,借以沖掉切屑和散熱。切削液可根據加工材料選擇,對鋼類材料一般用10%-20%的乳化液,如果鉸孑L精度很高時可采用30%的菜油加70%的肥皂水。④锪孔。用锪削方法在孔口表面加工出一定形狀的孔,稱為锪孔。锪孔主要用于加工圓柱形沉孔、圓錐形沉孔以及锪孔口的凸臺面。⑤鏜孔。在模具制造中,鏜孔是重要的加工方法之一。鏜孔可以在鏜床上進行,也可以在車床、數控機床上進行。其應用范圍較廣,可以粗加工,也可以精加工,可以加工不同尺寸的孔。尤其是對于大尺寸孔來說,鏜7L幾乎是唯一的加工方法。鏜孔的精度可達IT10~IT7.表面粗糙度Ra為1.6一0.8m。⑥攻螺紋。每副模具都有數量較多的內螺紋孔,以便用螺釘連接模具的各個部分。螺紋孔一般均采用攻螺紋的方法加工。用絲錐在孔壁上切削出內螺紋的工藝過程稱為攻螺紋。模具上有些螺紋采用圓柱管螺紋或圓錐管螺紋,如冷卻水管接頭孑L的管螺紋,此時應采用圓柱管螺紋絲錐或圓錐管螺紋絲錐進行加工。攻螺紋前的底孔直徑(即鉆孔直徑)必須大于螺紋標準中規定的螺紋小徑。底孔直徑的大小,要根據工件材料的塑性大小和鉆孔的擴張量來考慮,使攻螺紋時既有足夠的空隙來容納被擠出的金屬,又能保證加工出的螺紋得到完整的牙型。表6-1為常用螺釘孔攻螺紋前的底孔直徑。表6-1 常用螺釘孔攻螺紋前的底孔直徑螺孔標記
鉆底孔用的鉆頭直徑(即底孔直徑)/m
1粗牙普通螺紋
細牙普通螺紋
M4
3.3
M5
4.2
M6
5
5.2(M6XO. 75)
M8
6.7
7.2(M8X0.75).<>7(M8X1)
M10
8.5
9. 2(M10X 0. 75) ,VS9(M10 X 1) ,+10. 5(M10 X 1. 25)
M12
10.2
+11( M12 X1)、乒10. 7(M12 X 1. 25) ,410. 5 ( M12 X 1. 5)
M14
11.9
M16
14
415(M16X1),+14.5(M16X1. 5)
更多信息請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關淺淡模具制造中孔的加工方法有哪些以及高品質模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、RIGOR、ARNE等)以及國產新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應用、熱處理及普通銑床的加工范圍和加工方式等相關資料。資料來源:東莞市弘超模具科技有限公司技術中心『版權所有,轉載或引用請注明鏈接和出處』 - 【點擊次數:】 【加入時間:2013-07-04 14:34:11】 【關閉本頁】
技術服務
相關產品
東莞市弘超模具科技有限公司
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號:hcsteel
微信公眾號:hcsteel
地址:廣東省東莞市塘廈鎮林村管理區
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區