



?
塑料模具裝配型芯、型腔凹模時的注意事項有哪些?
- ①型芯與固定板孔一般采用H7/m6配合,配合過緊,壓人后將使模板變形,對于多腔模還會影響各型芯問的尺寸精度。
②零件裝配前,應將0.03影響裝配的尖角倒棱修成圓角。③為便于將型芯和型腔凹模壓人模板內并防止切壞孔壁,在其壓入端應設導人斜度;對型芯可將其壓人端四周修出10,J20,長3-5mm的斜度(下圖)。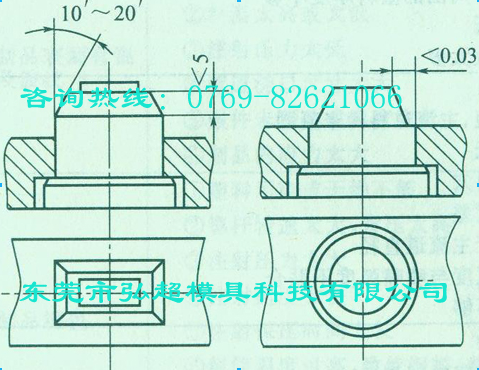 若型芯上不允許修出斜度,斜度可修在模板孔的壓人端,斜度一般1。左右,高度約5rrrn (下圖) 。
若型芯上不允許修出斜度,斜度可修在模板孔的壓人端,斜度一般1。左右,高度約5rrrn (下圖) 。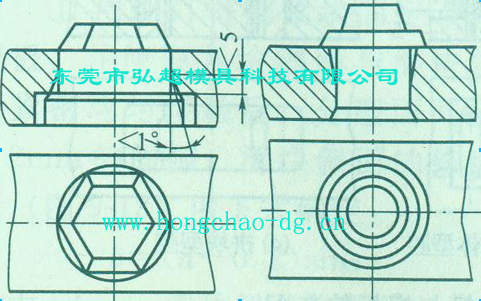 ④型腔凹模與固定板裝配后,型面上要求嚴密、無縫隙。因此型腔凹模的壓人端不允許修出斜度,而應在模板上修出導人斜度。⑤型芯與固定板配合的尖角部分,應將型芯角部修出R=O,3mrn左右的圓角,當不允許修圓角時,應將模板子L的角部修出清角或窄槽。⑥型芯或型腔凹模壓入模板時應保持平穩、垂直。隨時測量并校正其垂直度誤差,最好在壓入一半時,再測量并校正一次,待全部壓人后,應最后進行垂直度誤差測量。更多信息請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關塑料模具裝配型芯、型腔凹模時的注意事項有哪些以及高品質模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應用、熱處理及普通銑床的加工范圍和加工方式等相關資料。資料來源:東莞市弘超模具科技有限公司技術中心『版權所有,轉載或引用請注明鏈接和出處』
④型腔凹模與固定板裝配后,型面上要求嚴密、無縫隙。因此型腔凹模的壓人端不允許修出斜度,而應在模板上修出導人斜度。⑤型芯與固定板配合的尖角部分,應將型芯角部修出R=O,3mrn左右的圓角,當不允許修圓角時,應將模板子L的角部修出清角或窄槽。⑥型芯或型腔凹模壓入模板時應保持平穩、垂直。隨時測量并校正其垂直度誤差,最好在壓入一半時,再測量并校正一次,待全部壓人后,應最后進行垂直度誤差測量。更多信息請直接與東莞市弘超模具科技有限公司服務人員聯絡(熱線電話:0769-82621066/82621088,全國統一服務熱線:400-699-1286),以獲得更多的有關塑料模具裝配型芯、型腔凹模時的注意事項有哪些以及高品質模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應用、熱處理及普通銑床的加工范圍和加工方式等相關資料。資料來源:東莞市弘超模具科技有限公司技術中心『版權所有,轉載或引用請注明鏈接和出處』 - 【點擊次數:】 【加入時間:2013-07-29 11:27:21】 【關閉本頁】
技術服務
相關產品
東莞市弘超模具科技有限公司
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號:hcsteel
微信公眾號:hcsteel
地址:廣東省東莞市塘廈鎮林村管理區
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區