



鍋電極數(shù)控加工使用什么參數(shù)?其數(shù)控加工注意事項是什么?
- 銅料是比較容易加工的材料,走刀速度和轉(zhuǎn)速都可以相對俠一點,粗加工時一般留加工余量0.2一
刀具大小/mm
進(jìn)給率/mm,rnin-1
主軸轉(zhuǎn)速人/r* min-1
Φ1-2
50-200
3000
Φ3-5
200-500
3000-2500
Φ6-10
500-1000
2500-2000
Φ12-20
1000-2000
1500-2000
電極數(shù)控加工注意事項是:
①加工電極的刀路安排一般是大刀(乎底刀)粗加工,小刀(平底刀)清角,球頭刀精加工曲面。
②電極用于對前模電火花加工,精度要求較高。粗加工時加工余量為0.2一
③銅料較軟,易于加工,走刀速度、轉(zhuǎn)速較高。為保證表面加工質(zhì)量,加工時盡量用新刀,開切削液。
④銅電極最后用于電火花加工時要校平,并確定其中心位置和高度值。對外形不規(guī)則的銅電極需在底部外圍加工出用于確定中心位置的垂直基準(zhǔn)面,稱為分中面(分中位),加工出用于確定深度的水平基準(zhǔn)面,稱為校表面(校表位,校表基準(zhǔn))。
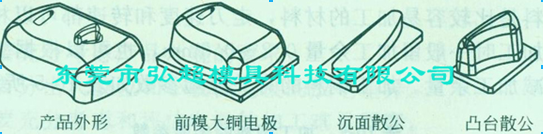
⑤塑件產(chǎn)品外表面上經(jīng)常有窄槽和凸臺出現(xiàn),受刀具長度和直徑等特性限制,銅電極加工時,表面會出現(xiàn)清不了殘料的死角,不便于加工。出現(xiàn)此類情況,可手工修整,精度有嚴(yán)格要求或難以手工修整時,可考慮將銅電極分出一部分,拆散后分開加工,稱為散公。有窄槽時,一般情況下將槽避空,即在銅電極上加大凹槽底部的加工深度,以便打火花時凹模不被加工。凹槽底部沉面、凸臺特征單獨拆成散公打火花,整體銅電極上取消此類特征,目的在于將銅電極曲面交線處的殘料清除掉,如下圖所示。為清除前后模上的殘料而單獨制作的銅電極稱為清角銅電極。這一類銅電極需要確定打火花時的偏數(shù)(即散公的中心坐標(biāo)值)及校表面深度值。
更多信息
請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)鍋電極數(shù)控加工使用什么參數(shù)?其數(shù)控加工注意事項是什么以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產(chǎn)新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。
資料來源:東莞市弘超模具科技有限公司技術(shù)中心
『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』 - 【點擊次數(shù):】 【加入時間:2013-07-30 09:41:51】 【關(guān)閉本頁】
技術(shù)服務(wù)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)