



?
分析剩下的數(shù)控加工注意事項是什么?
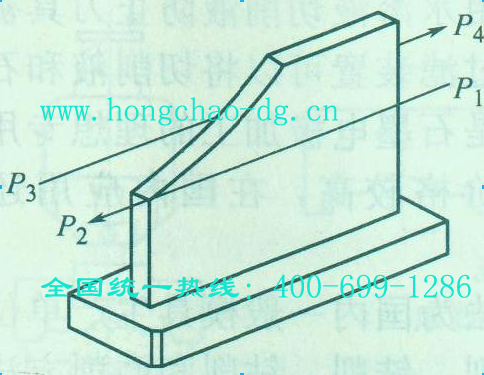
- ⑥骨位銅電極加工時容易變形,加工時要用新刀,選小直徑刀具,進刀量調(diào)小,加工時先將長度方向的數(shù)值加工到位,厚度方向多留一點余量(如l.0mm),加工完如下圖邊PlP2后,再加工另一邊P3 P4。進刀深度為0.2~lmm,進刀深度不宜過大,也不能環(huán)繞整個外形走刀。
 ⑦球刀在等高外形刀路中,以刀具前端球面作為計算依據(jù),刀具加工到側(cè)壁最低位置時,球刀頂端z軸深度已超過被加工曲面一個刀具半徑,如在前一刀路粗加工時未將加工深度加大,球刀加工時就會出現(xiàn)踩刀、彈刀現(xiàn)象,加工出來的表面不光滑,尺寸也不準確,稱為過刀位,如下圖所示。解決方法是粗加工時增大加工深度,增加深度超過一個球刀半徑值,再進行下一步加工。
⑦球刀在等高外形刀路中,以刀具前端球面作為計算依據(jù),刀具加工到側(cè)壁最低位置時,球刀頂端z軸深度已超過被加工曲面一個刀具半徑,如在前一刀路粗加工時未將加工深度加大,球刀加工時就會出現(xiàn)踩刀、彈刀現(xiàn)象,加工出來的表面不光滑,尺寸也不準確,稱為過刀位,如下圖所示。解決方法是粗加工時增大加工深度,增加深度超過一個球刀半徑值,再進行下一步加工。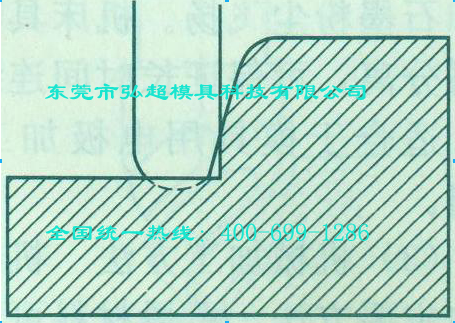 ⑧銅電極一般要求做粗加工屯極和精加工電板,如果檢查跟蹤不到位的話,模具廠為了節(jié)省成本可能只做一個銅電極,對產(chǎn)品不利。⑨檢查銅電極表面是否有砂眼或是碰傷等缺陷。必要時需重做銅電極。⑩要注意曲面過渡的地方,是否過渡順暢。11要注意曲面相貫的地方和一些棱線清角的地方,是否清好角或是因省模導致棱線模糊和下陷扭曲等現(xiàn)象。特別注意,圓角的過渡位置一定要順暢圓整。12對于銅電極有缺陷的地方,要及時通知模具廠修復或重微。更多信息請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)數(shù)控加工注意事項是什么以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產(chǎn)新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。資料來源:東莞市弘超模具科技有限公司技術(shù)中心『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』
⑧銅電極一般要求做粗加工屯極和精加工電板,如果檢查跟蹤不到位的話,模具廠為了節(jié)省成本可能只做一個銅電極,對產(chǎn)品不利。⑨檢查銅電極表面是否有砂眼或是碰傷等缺陷。必要時需重做銅電極。⑩要注意曲面過渡的地方,是否過渡順暢。11要注意曲面相貫的地方和一些棱線清角的地方,是否清好角或是因省模導致棱線模糊和下陷扭曲等現(xiàn)象。特別注意,圓角的過渡位置一定要順暢圓整。12對于銅電極有缺陷的地方,要及時通知模具廠修復或重微。更多信息請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)數(shù)控加工注意事項是什么以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產(chǎn)新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。資料來源:東莞市弘超模具科技有限公司技術(shù)中心『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』 - 【點擊次數(shù):】 【加入時間:2013-07-30 09:57:11】 【關(guān)閉本頁】
技術(shù)服務(wù)
相關(guān)產(chǎn)品
東莞市弘超模具科技有限公司
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號:hcsteel
微信公眾號:hcsteel
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)