



?
石墨電極的加工程序和機(jī)械加工的要點(diǎn)是什么?
- 石墨電極的加工程序是:
①石墨浸油。石墨材料在機(jī)械加工之前,應(yīng)該在潤滑油內(nèi)浸數(shù)十小時(shí),使油滲入石墨材料,以使機(jī)械加工時(shí)灰粉不致飛揚(yáng),并能得到較光滑的表面。②涂漆劃線。電極在外形表面粗加工以后,在劃線表面噴涂一層很薄的白漆再進(jìn)行劃線,這樣線條清晰,便于機(jī)械加工。③進(jìn)行機(jī)械加工。石墨材料機(jī)械加工的要點(diǎn)為:(1)刨削 刨削石墨電極時(shí),應(yīng)盡量采用成形刀具進(jìn)行大面積切削,成形刨刀加工如圖下圖所示。刨削時(shí)不宜在左右方向進(jìn)給,應(yīng)該垂直方向進(jìn)給,初始每次進(jìn)給量0.3-0,4mm,加工到接近最后成形尺寸時(shí),進(jìn)給量為0.05mm左右,以減少塌角。(2)銑削 銑削時(shí)也可以用成形銑刀進(jìn)行加工。對于圓弧面、斜面、臺(tái)階面等,成形銑刀可以利用舊麻花鉆頭或立銑刀改制而成。成形銑刀的加工示意圖如下圖所示。銑削時(shí)要注意銑削進(jìn)給方向和進(jìn)給量,盡量避免塌角或崩角現(xiàn)象。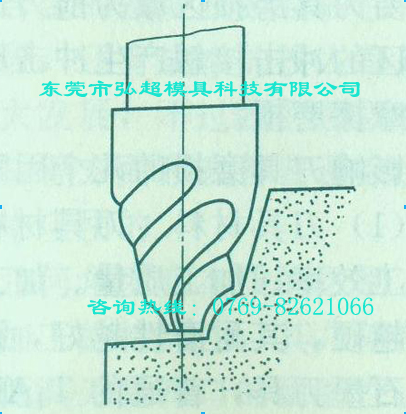 (3)刮削 對于形狀比較復(fù)雜的石墨電極,在加工到接近最后成形狀況時(shí),可以利用石墨材料有一定疏松的特點(diǎn),利用成形刮板進(jìn)行刮削加工。刮削時(shí)將石墨電極刨成六方→粗加工型面→在石墨材料上制螺紋孔→石墨電極固定在底板上,即可進(jìn)行刮削。刮板刀以采用鋼板用電火花機(jī)切割加工成形。成形刮削示意圖如下圖所示。
(3)刮削 對于形狀比較復(fù)雜的石墨電極,在加工到接近最后成形狀況時(shí),可以利用石墨材料有一定疏松的特點(diǎn),利用成形刮板進(jìn)行刮削加工。刮削時(shí)將石墨電極刨成六方→粗加工型面→在石墨材料上制螺紋孔→石墨電極固定在底板上,即可進(jìn)行刮削。刮板刀以采用鋼板用電火花機(jī)切割加工成形。成形刮削示意圖如下圖所示。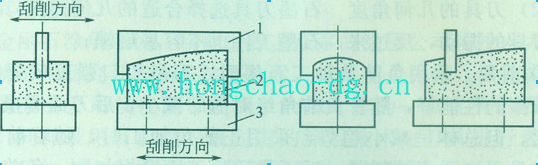 (4)磨削 石墨電極也可以進(jìn)行磨削,以提高精度,保證平行度和垂直度等要求,如進(jìn)行平面、角度和其他形狀的磨削。為了便于石墨電極材料的加工,石墨材料在粗加工之后,也可以與固定板連成一體,以便磨削時(shí)吸牢電極。電極固定板常用20—30mm厚的Q235鋼板制成,電極和固定板之間采用螺紋連接。更多信息請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)石墨電極的加工程序和機(jī)械加工的要點(diǎn)是什么以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產(chǎn)新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。資料來源:東莞市弘超模具科技有限公司技術(shù)中心『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』
(4)磨削 石墨電極也可以進(jìn)行磨削,以提高精度,保證平行度和垂直度等要求,如進(jìn)行平面、角度和其他形狀的磨削。為了便于石墨電極材料的加工,石墨材料在粗加工之后,也可以與固定板連成一體,以便磨削時(shí)吸牢電極。電極固定板常用20—30mm厚的Q235鋼板制成,電極和固定板之間采用螺紋連接。更多信息請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/82621088,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多的有關(guān)石墨電極的加工程序和機(jī)械加工的要點(diǎn)是什么以及高品質(zhì)模具鋼材、模具鋼、日本大同模具鋼、瑞典一勝百模具鋼、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一勝百S136、瑞典一勝百VIKING、瑞典一勝百8418、德國葛利茲1.2367、德國葛利茲1.2343、HD鋼、 GR鋼等)以及國產(chǎn)新型模具鋼(基體鋼、無磁模具鋼等)的選擇、應(yīng)用、熱處理及普通銑床的加工范圍和加工方式等相關(guān)資料。資料來源:東莞市弘超模具科技有限公司技術(shù)中心『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』 - 【點(diǎn)擊次數(shù):】 【加入時(shí)間:2013-07-31 10:07:44】 【關(guān)閉本頁】
技術(shù)服務(wù)
相關(guān)產(chǎn)品
東莞市弘超模具科技有限公司
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號(hào):hcsteel
微信公眾號(hào):hcsteel
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)