



瑞典一勝百工模具鋼焊接說(shuō)明書(shū)-工模具鋼焊接方法

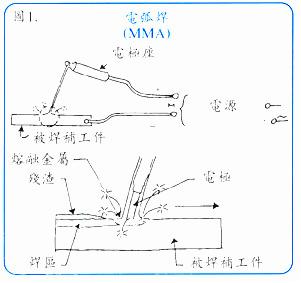
涂層保護(hù)電弧焊(SMAW或MMA)
原理
使用直流電或交流電使有涂層的焊條(電極)與被焊補(bǔ)工件產(chǎn)生電弧。
焊條通常由低碳鋼焊條芯,涂以一層焊劑組成。這層焊劑的成分較復(fù)雜,它由鐵粉、含鐵合金粉、造渣劑和粘結(jié)劑組成。焊接過(guò)程中,電弧條焊條熔化所產(chǎn)生的熔融金屬液落到被焊補(bǔ)工件上。在熔融金屬液從焊條落到工件凝固以及焊接區(qū)冷卻過(guò)程中,空氣的危害一部分被焊條上的焊劑形成的渣所抑制,另一部分被焊條熔化時(shí)產(chǎn)生的氣體所抑制。
焊接區(qū)的金屬成分通過(guò)焊劑的成分來(lái)調(diào)節(jié)。
電源
電弧焊(MMA)既可用直流電源也可用交流電源。不管采用哪一種電源,都必須提供和焊條電極相匹配的電壓和電流。
正常的電壓是:
普通復(fù)原電極(Normal recovery electrodes):20~30V
高復(fù)原電極(High recovery electrodes):30~50V
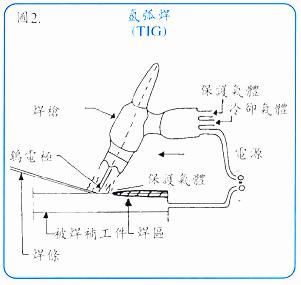
ASSAB工模具鋼焊接的焊條屬于普通復(fù)原型。適用的電源是直流電,開(kāi)路電壓70V,能以35%的間隙提供250A/30V的電流。鎢極氣體保護(hù)焊(GTAW或TIG)
原理
在熔化極電弧焊焊接時(shí),撞擊產(chǎn)生電弧的電極會(huì)漸漸消耗完。
用TIG焊時(shí),電極是熔點(diǎn)非常高的鎢或鎢合金(大約3300℃)組成,因此在焊接過(guò)程中電極不熔化。電弧焊初由電極與工件間氣體在高頻率電壓作用下產(chǎn)生。電極和工件間無(wú)須接觸就能產(chǎn)生電流。鎢電極和直流電源負(fù)極連接,因?yàn)殛?yáng)極產(chǎn)生的熱量少?gòu)亩姌O熔化的危險(xiǎn)性小。電流通過(guò)焊槍傳到電極上。焊接時(shí)的金屬絲成45度角送入電弧。焊槍上的圓環(huán)中流出的惰性氣體屏蔽流防止了溶池焊接區(qū)的氧化。
電源
如果配上一個(gè)TIG控制箱。那么就能用一般的MMA電源進(jìn)行TIG焊接。焊槍應(yīng)該用水冷卻并能以100%的間歇。
(Intermirlence)調(diào)節(jié)250A的最小電流。為了盡可能使惰性氣體保護(hù)有效,須配一個(gè)氣體透鏡。如果電源能從零無(wú)級(jí)增加到最佳值,那么焊接就方便得多。更多信息
請(qǐng)直接與我公司服務(wù)人員聯(lián)絡(luò)(熱線電話:400-699-1286),以獲得更多的有關(guān)模具鋼材的選擇、應(yīng)用、熱處理及庫(kù)存等相關(guān)資料。資料來(lái)源:瑞典一勝百工模具鋼
編輯整理:東莞市弘超模具科技有限公司『版權(quán)所有,轉(zhuǎn)載或引用請(qǐng)注明鏈接和出處』
- 【點(diǎn)擊次數(shù):】 【加入時(shí)間:2011-01-06 18:07:40】 【關(guān)閉本頁(yè)】
技術(shù)服務(wù)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠(chéng)信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)