



瑞典一勝百工模具鋼焊接說明書-焊條(填充金屬)的特性

焊條(填充金屬)的化學(xué)成份,被焊材料(鋼基體)的化學(xué)成份和焊接時鋼基體結(jié)合,產(chǎn)生一個理想的焊縫區(qū):
⑴、均勻的化學(xué)成份,硬度和易于熱處理。
⑵、無非金屬夾染物,氣孔和裂紋。
⑶、所闡述的適合于工模應(yīng)用方面的性能。因為瑞典一勝百工具鋼焊接區(qū)有較高的硬度,所以特別容易在家雜物粒子或微孔處產(chǎn)生裂紋,因此所選用的焊條應(yīng)能使焊縫區(qū)得到高質(zhì)量。同樣,所生產(chǎn)的焊條必須有廠格的化學(xué)成份控制。這樣每次焊接后材料的硬度都可通過相應(yīng)的熱處理來加以調(diào)整。如果模具在焊接后要拋光或光蝕刻花,那么高質(zhì)量的填充金屬更是必不可少的。相對于那些普通焊條,用電渣重熔方法,用電渣重熔方法生產(chǎn)的TIG焊條其純潔度要高得多。另一個優(yōu)點是其含氫量也低得多。一般來說,用于焊接工具鋼的焊條其化學(xué)成份應(yīng)和集體材料相似。在退火狀態(tài)下焊接時,如模具在制造過程中需要拼湊,那么很重要的一點就是填充金屬必須和鋼基體有一樣的熱處理特性,否則成品模具焊接區(qū)將有不同的硬度。填充金屬和鋼基體成份差別越多,淬火時開裂的危險也越大。
不管是對退火狀態(tài)還是淬火回火后的鋼基體的焊接,ASSAB都有與相應(yīng)工具鋼牌號相匹配的焊條(對于所有的ASSAB熱作工模具鋼都推薦用QRO 90焊條和QRO 90TIG焊條)。
對于不同的應(yīng)用,被焊工具的焊接區(qū)金屬需要不同的性能。在三類模具鋼中(即冷作鋼、熱作鋼和塑膠模具鋼),焊接區(qū)金屬須具備以下性能:
⑴、冷作鋼:硬度、韌性、耐磨性;
⑵、熱作鋼:硬度、抗回火性、韌性、耐磨性、抗熱龜裂性;
⑶、塑膠模具鋼:硬度、耐磨性、拋光性、光蝕刻花性。硬度
如果模具在淬火,回火后焊接,那么焊接后焊接區(qū)應(yīng)有和鋼基體一樣的硬度。在這樣的情況下,即使沒有緊接著的回火,焊接區(qū)受到的影響也很小。所有的ASSAB焊條滿足這種要求(如圖1)。

圖1:718及618(使用718焊接,MMA焊接)焊接區(qū)截面硬度分布
注:均勻的硬度分布,僅在基體和焊接區(qū)的交接處硬度較高,熱影像區(qū)非常窄,在熔合區(qū)硬度略高。抗回火性
如果模具在焊接后(退火狀態(tài)的鋼基體)進行熱處理,那么焊接區(qū)金屬淬火和回火后的性能應(yīng)和基本鋼的性能相似,以致基體金屬和焊接區(qū)獲得同樣的硬度(圖2)。
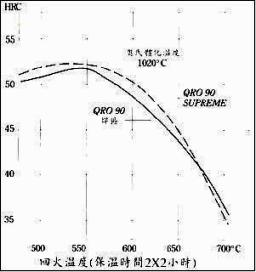
圖2:QRO 90和用QRO 90焊條的MMA焊接得到的焊接區(qū)金屬回火曲線對照。韌性
盡管所焊接的模具,焊接區(qū)金屬處于鑄造狀態(tài),但是由于快速凝固,焊區(qū)組織細,因而韌性好。一般說來,焊接區(qū)的金屬韌性在后繼的熱處理中會進一步提高。因此對于完全淬透的模具的較大焊補,即使焊接后焊接區(qū)和集體硬度一致,也應(yīng)焊后回火。
對于硬度要求非常高的冷作鋼,可以先得一層較軟的填充金屬,然后在工具工作面用較硬的焊條作最終焊接。相對于完全用較硬的焊條焊接,這種方法焊接最具有更高韌性。耐磨性
就像工具鋼一樣,焊接金屬的耐磨性也隨它的硬度和合金元素含量提高而提高。
ASSAB生產(chǎn)具有和鋼基體相對應(yīng)的具有同樣耐磨性的焊條。抗熱龜裂性
熱作工具鋼的焊接區(qū)由于較差的高溫強度,抗回火性或韌性(延展性),熱龜裂出現(xiàn)得通常比鋼基體早。然而如果使用的焊條能使焊接區(qū)金屬有較好的高溫強度,高溫硬度,那么抗熱龜烈性可能和基體金屬相等甚至超過基體金屬。
QRO 90焊條加上TIG焊接方法就會得到如下圖(圖3)所示極好熱龜裂性能的焊接區(qū)。
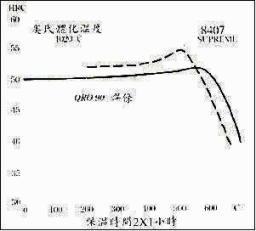
圖3:QRO 90焊條,顯示出比優(yōu)質(zhì)H13鋼基體(8407)更好的抗回火性。拋光
對于焊接后需要拋光的塑膠模具,焊接區(qū)金屬得成份和硬度一定不要和基體有很大差異。否則,焊接區(qū)的輪廓在拋光后看得兼并會在塑料零件上留下可見痕跡。
要是拋光后完全看不處焊接區(qū)痕跡,通常采用718和S136焊條(或鎢極氣體保護焊條)補焊同牌號鋼,同時要有相對應(yīng)的正確的焊接步驟。光蝕刻花性(皮紋性)
要使塑膠模具表面通過光蝕刻花產(chǎn)生皮紋的話,焊接區(qū)金屬和鋼基體的化學(xué)成份必須相似。如果做不到,光蝕刻花后在焊接區(qū)和基體金屬間將產(chǎn)生差異。這會導(dǎo)致塑料制品上有可見的痕跡。采用718或S136焊條(或TIC焊條)焊接718、618和S136,假如焊接方法得當(dāng)通常在光蝕刻花后分辨不出焊接區(qū)。
使用S136焊條/TIG焊條及718焊條/TIG焊條焊烳其成份一樣得模具,焊烳后模具經(jīng)拋光或皮紋處理效果極佳。更多信息
請直接與東莞市弘超模具科技有限公司客戶服務(wù)人員聯(lián)絡(luò)(聯(lián)系電話:0769-82621066,全國統(tǒng)一服務(wù)熱線:400-699-1286),以獲得更多有關(guān)瑞典一勝百工模具鋼焊接說明書-焊條(填充金屬)的特性、瑞典一勝百模具鋼最新產(chǎn)品信息和技術(shù)動態(tài)以及其他模具鋼材的選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
資料來源:瑞典一勝百工模具鋼
編輯整理:東莞市弘超模具科技有限公司
『版權(quán)屬東莞弘超所有,轉(zhuǎn)載或引用請注明鏈接和出處』- 【點擊次數(shù):】 【加入時間:2011-01-07 00:00:00】 【關(guān)閉本頁】
技術(shù)服務(wù)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)