



ORVAR SUPREME模具鋼的應用以及使用硬度和熱處理工藝推薦

ORVAR SUPREME模具鋼具有高純度和非常好的顯微組織,ORVAR SUPREME具有優異的各向同性,ORVAR SUPREME廣泛應用于壓鑄模具、擠壓模具熱鍛模具及塑膠模具等,在實際應用中,合理選擇使用硬度和熱處理工藝,可以減緩熱龜裂的發生,提高模具壽命。
㈠、ORVAR SUPREME在壓鑄模具上的應用以及使用硬度和熱處理工藝推薦
部件 錫鉛鋅合金HRC 鋁鎂合金HRC
壓鑄模具46-50 42-48
鑲塊,型心46-52 44-48
澆口48-52 46-48
噴嘴35-42 42-48
頂針(氮化) 46-50 46-50
柱塞,套筒(通常進行氮化) 42-46 42-48熱處理
淬火
奧氏體化溫度1020–1030℃
預熱溫度:600-850℃通常分為兩階段預熱
去應力回火
模具經粗加工后,加熱到650℃,保溫2小時,緩慢冷卻至500℃,然后空冷。㈡、ORVAR SUPREME在擠壓模具上的應用以及使用硬度和熱處理工藝推薦
部件 鋁鎂合金 HRC 銅合金HRC 不銹鋼HRC
模仁44-50 43-47 45-50
模托,襯墊,襯套,頂桿,承塊41-50 40-48 40-48熱處理
淬火
鋁鎂合金擠壓模:奧氏體化溫度1020–1030℃
銅合金及不銹鋼擠壓模:奧氏體化溫度1040–1050℃
預熱溫度:600-850℃通常分為兩階段預熱
去應力回火
模具經粗加工后,加熱到650℃,保溫2小時,緩慢冷卻至500℃,然后空冷。㈢、ORVAR SUPREME在熱鍛模具上的應用以及使用硬度和熱處理工藝推薦
⒈鋁鎂合金熱鍛模
使用硬度:HRC44-52
奧氏體化溫度1020-1030℃
⒉銅合金熱鍛模
使用硬度:HRC44-52
奧氏體化溫度1040-1050℃
⒊鋼鐵熱鍛模
使用硬度:HRC40-50
奧氏體化溫度1040-1050℃熱處理
淬火
預熱溫度:600-850℃通常分為兩階段預熱
去應力回火
模具經粗加工后,加熱到650℃,保溫2小時,緩慢冷卻至500℃,然后空冷。㈣、ORVAR SUPREME在塑膠模具上的應用以及使用硬度和熱處理工藝推薦
注塑模,壓縮/傳遞模:
⒈使用硬度:HRC50-53
奧氏體化溫度:1020-1030℃
回火溫度:250℃
⒉使用硬度:HRC40-52
奧氏體化溫度:1020-1030℃
回火溫度:≥550℃㈤、ORVAR SUPREME在其它應用領域的使用硬度和熱處理工藝推薦
⒈冷沖切,剪切
使用硬度:HRC50-52
奧氏體化溫度:1020-1030℃;回火溫度:250℃。
⒉熱剪切
使用硬度:HRC50-52
奧氏體化溫度:1020-1030℃;回火溫度:250℃;
使用硬度:HRC45-50
奧氏體化溫度:1020-1030℃;回火溫度:575-600℃。
⒊模具套環(如:用于緊固金屬模)
使用硬度:HRC45-50
奧氏體化溫度:1020-1030℃;回火溫度:575-600℃。
⒋耐磨部件
使用硬度:芯部HRC50-52,表面~1000HV1;
奧氏體化溫度:1020-1030℃;回火溫度:575℃;表面氮化處理。預熱溫度:600-850℃通常分為兩階段預熱
去應力回火
模具經粗加工后,加熱到控制溫度,保溫2小時,緩慢冷卻至500℃,然后空冷。回火注意事項:回火時應參照回火曲線圖,根據所需硬度選擇適當的回火溫度。回火至少兩次,每次回火后必須冷卻至室溫。
最低的回火溫度為250℃,每次回火需保溫至少兩小時,應避免在425-550℃之間回火(如下圖所示),以避免回火脆性。
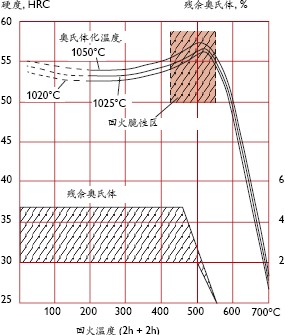
回火曲線圖烏德霍姆(Uddeholm)熱作模具鋼系列產品包括:ORVAR SUPREME,ORVAR 2M,DIEVAR,HOTVAR,QRO 90 SUPREME,VIDAR SUPERIOR,ORVAR SUPERIOR,UNIMAX,ALVAR 14等。
更多信息
請直接與我公司服務人員聯絡(熱線電話:400-699-1286),以獲得更多的有關ORVAR SUPREME模具鋼以及其它高品質模具鋼材的選擇、應用、熱處理及庫存等相關資料。『版權所有,轉載或引用請注明鏈接和出處』
- 【點擊次數:】 【加入時間:2011-02-25 01:31:49】 【關閉本頁】
應用案例
相關產品
模具鋼材專業供應商
聯系人:康先生
手機:18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮林村管理區